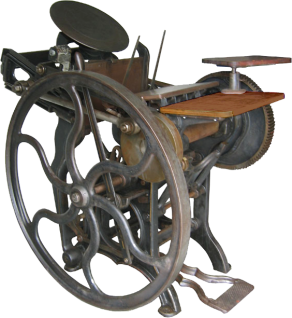
On any given day, 96-year-old S.N. Dutta, Satya Narayan Dutta, the patriarch of Dutta family of Dutta Press New Delhi, can be seen strolling on the shop floors of their printing or machine building units, interacting with workers, and imparting instructions. The man is active and an institution himself in printing. Dutta was born on 15th of August 1926, long years before the partition of India, in a family that hailed from Lahore, then a part of British ruled united India. His father was the head of accounts for Indian railways. Sometime in the 1940s as a young man, he developed an interest in printing so went to a family acquaintance, Kedar Nath Mehta, a master printer in Amritsar for a one-year training in the art of printing. They used to print on Chandler & Price platen presses and supply labels to Punjab based distilleries in Hamira and Khasa. Chandler & Price was founded in 1881 in Cleveland, Ohio and manufactured a series of hand-fed platen jobbing presses, as well as an automatic feeder for these presses.
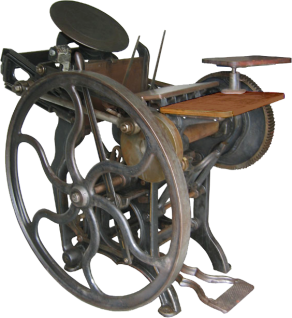 |
| Chandker and Price Machine |
Love marriages were rare in those days before the partition of India, however S.N. Dutta during his training days at Kedar Nath Mehta’s facility, developed a liking for Mehta’s daughter and eventually married her. Post partition the Dutta’s moved to their Haveli, a traditional townhouse mansion in Darya Ganj Delhi. The Haveli was a heritage building that had earlier belonged to one Sir Syed Ahmed Khan, one of the Navratans of Mughal King Akbar. It was allotted to Duttas on migration from Lahore to Delhi after partition for a sum of Rupees 4000 only. In 1951 S.N. Dutta started his maiden startup venture “Dutta Press” with a Chandler and Price machine on the ground floor of their Haveli. He bought the printing press for Rupees 1200.00 and did not have the money to put an electric motor on it. So, initially the machine was foot operated with a peddle. As a memento and a reminder of their past, the machine still stands tall on a pedestal in the lobby of their Okhla factory. Thereafter from 1951-1965 Dutta was on the move continuously, he also set up his own typesetting and composing section, then added two more machines, following it up with buying a new Heidelberg GT Platen press for just four thousand Rupees, then in the mid 1970’s a Mercedes Super Cylinder Press from Printer’s House in Faridabad, Nibolo and some more letterpress cylinder machines. Customer base acquired during this period included those from segments like beer, whiskey and lubricants with main customer being Mohan Meakin. S N Dutta has two sons Rakesh and Abhay, as business had grown and the boys were now grown up, it was time to move to the next level of business. In 1980 they moved to a new factory in Okhla and imported their first Heidelberg KORD offset press and Heidelberg TP Foil stamping machine from Germany. Those were tough times of needing import license for all imports, yet firm resolve made them to move on.
 |
| Heidelberg Weisloch Factory |
Abhay Datta the younger son of S.N. Dutta, born on 16th August 1961, is an Alumnus of St. Xaviers School Delhi. He was never a serious student but had other technical interests. Barely 16 years old and in school, he started experimenting with making music systems. On finishing school, he along with his friend Joseph George set up their maiden startup venture Systm India to make and sell music systems. Abhay proudly mentions that in a couple of years his company’s turnover was higher than that of Dutta Press. Young boys in business families are prompted to spend time in family production units and Abhay was no exception and whatever exposure he got was by way of his father mentoring him to have a penchant for perfection and zero tolerance in whatever he did. One fine day his father came to him and complained, “you make so much noise testing your music systems, speakers etc., neighbours are irritated . It is not a respectable business. He appealed to Abhay that they needed help in the printing business and that he should wind up this music equipment business and join him in the printing business. Obedient as he was with immense respect for his father, Abhay could not refuse his father’s request. Abhay’s elder brother Rakesh was better in finance and other marketing activities. In just a matter of minutes Abhay decided to hand over the music business to his friend Joseph and moved on to the printing business at Dutta Press. He was sent to Heidelberg training center in Germany for training in print technologies where he spent time in the Wiesloch factory understanding mechanics and engineering of offset presses. It was an eye-opening experience for him. In India we did not have CNC machines, no auto cad computers, all the planning was done manually on huge drafting boards. It was there in Germany that he gathered an eye for perfection, low tolerances, fine finishing, good appearance and machine safety norms. This was as his father had mentored him to be a zero-tolerance person.
 |
| UV Coating Machine |
Once back in the Okhla factory Abhay had to begin at the lowest rung of the ladder. He was required to clean up the machines, sweep the floor, take care of staff, serve them tea and support them in small errands besides operating all the machines personally. He learnt to run all the machines like an operator, make negatives/positives and offset plates and foil stamping blocks himself. Those were days when there were no PS plates, so he learnt all the chemistries hands on. Graining offset plates, putting sand, marbles etc. in graining machines, he did all that himself. He was a total worker like any laborer in the factory doing all kinds of jobs that included printing varnishing cutting packing and dispatch. The experience has rubbed on so well on him that even today on the shop floor in hot and humid conditions with perspiration trickling down his torso he enjoys remaining amongst his workforces. He is a hardcore technical and shopfloor production-oriented person while brother Rakesh manages the white-collar part of management. With Abhay’s penchant for perfection, he proudly mentions that we made quality, such that print buyers would come looking for them. Since they were supplying to breweries and distilleries, they came across a challenge; solvent base varnishes on labels scuffed and needed to be replaced with Water based varnishes, but these would not work on existing hand fed varnishing machines produced locally due to slow drying. Abhay was given a task by his father to make a machine that could coat aqueous varnishes at high speeds. He developed an automatic machine with the help of Sanjay Gupta of Ronald Machinery and added an anilox roll with a motor and hot air dryer to do the varnish. It worked and that was when his tryst with machine building commenced. Later he started manufacturing fully automated high-speed machines to do aqueous and UV coating with anilox rollers and chamber doctor blade systems.
 |
| Abhay Datta on Shop Floor |
After that there was no looking back in machine developments. Abhay was young, success encouraged him to research, experiment and develop more from a shed in the driveway of their Okhla factory, it has been a long journey with lot of hurdles. He then started converting hot stamping machine for own use and sales. Since in earlier days they had bought a Heidelberg hot stamping machine, from experience gained, Abhay could convert die cutting machines and the Chandler and Price machines into hot stamping machines. When stamping foil suppliers became aware of his capabilities to make hot stamping machines, he became an accredited suppliers to many companies who indulged in hot stamping. In 1992 he successfully started making UV coaters and till 2016 they have supplied over 250 offline UV coating machines in India and Abroad.
During his 1995 visit to Drupa, he was fascinated by an Aquaflex label press printing Smirnoff Vodka labels. Unlike the sheet fed converting, the press was unwinding, printing, embellishing, laminating, die-cutting and delivering finished labels at the end of line in a single pass. Abhay was convinced that this is the future. Those days there was no WhatsApp where he could take videos and upload to inform his family about the equipment. Wanting his father and brother to also look at the machine before deciding, he made a trunk call, described the machine and requested them to come and see. Three days later both his father and brother flew into Germany, they saw and fell in love with the machine. They became friends with the founder of Aquaflex, signed the deal to buy a press and also became the sole selling agents in India. They opted for an eight colour press with rotary hot foil stamping. It was a bold decision as rotary tooling for hot foiling was very expensive, cold foil was not there that time and most of their production for liquor labels needed foiling. In their factory they already had 20 Heidelberg hot foil machines running, they used to buy used Heidelberg platen machines and convert them into hot foil stamping machines by retrofitting, all done by Abhay himself. The Aquaflex ordered by them was displayed at Labelexpo Singapore in 1996 and then shipped to India for Dutta Press to start printing labels on a narrow web press. Till the end of the millennium 1999 they were only printing wet glue labels on this machine. Pressure sensitive adhesive (PSA) labels production commenced only in the new millennium in 2000, they kept adding Aquaflex presses in regularity.
 |
| Ultraflex Label Press |
Between 1996 and 2003 as agents, they sold nine machines to customers like PPL, ITC, Modi Federal, Sai Packaging and others. They added four more press at Dutta Press. In 2001 Aqua flex got sold to Chromos USA . At this time when he was under pressure to offer a press to his customers, he met a software engineer who suggested the name of Shanti Pal Ahuja of Multitec and once the two met, they instantly decided to get together to build label presses. Abhay invited Ahuja to his facility and have a look at the Aquaflex label presses and to do reverse engineering of the press. A complete unit was removed from the Aquaflex and sent to Multitec facility in Faridabad. It was completely meticulously redrawn and the first Ultraflex machine was developed and sold to Nishi Labels in Ahmedabad and the second machine was exhibited at Nehru Centre in the first “India Labels show” which later became Labelexpo India. That machine got sold on the very first day of the show to Khosro Moradi, of Farah Banfash Manufacturing Company, Iran. Few years down, having sold over a dozen presses, their partnership fell apart and Multitec renamed their press as Ecoflex and Abhay Datta retained the name Ultraflex that he would build himself one day. Until such time for their own label manufacturing they invested in Bobst label presses
 |
| CNC Machines at UV Graphics |
Passionate about making machinery himself, in 2017 after they bought their 3
rd Bobst M5 press, Abhay visited Florence and was inspired to build his own flexo press. On return from Florence in September 2017, he dug deep into the Flexo Machines and studied other equipment that would enable him to build a narrow web label press. Keeping cost down and not compromising in automation he started planning a machine with zero waste and instant make ready. He launched his first Ultra flex made in his company UV Graphics.
 |
| Ultraflex Plate Mounter |
He insists that for a perfect and quick make ready, “a communication between the plate mounter and the machine is imperative.” Abhay also started making plate mounters. He asserts that with plates mounted on his plate mounters, the first meter of print which rolls out will be 99% in true register. This is his creativity. His machines and plate mounters are designed as perfectly complementary and compatible equipment so as to make life easy for the machine operator. He claims that in 3-4 minutes you can perfectly mount an eight colour job on his plate mounter and have the machine running in full register within 3-5 meters. That says Abhay is our USP. Ultraflex machines offered by him are of international quality, fully servo driven with auto register control, it is value for money and affordable. Ever since, Abhay has already installed thirty-eight presses in India and abroad with the latest ten color machine being shipped to a prestigious customer in USA. This will be his first installation in North America and fifth machine being sold overseas.
Abhay has two sons Anuj and Akshay and a daughter Aallia. Both sons run the PSA labels division of Dutta Press while brother Rakesh manages the wet glue label business from Okhla. All family members are in business together as a joint family. UV Graphics and Dutta Press operate out of 66000 square feet factory in Noida and an 18000 square feet facility in Okhla with seven flexo presses in Okhla and six flexo presses in Noida. With a total of 280 employees, Abhay aspires that if God and Kismet helps UV Graphic will be a leading global supplier of diverse label equipment in 5 years. He proudly says, “we produce from nail to the hammer. In UV graphics we produce our own UV Systems, Plate mounters, Core cutting machines, Label presses, Slitter Rewinders, Semi Rotary Digital Finishing, Print Cylinders, Magnet Cylinder, Sheeting Cylinders, Hot Foiling Stamping Equipment, Screen Printing and almost everything that is needed for flexographic label printing and converting. We also make wide format Roll to Roll Hot Foil Stamping Machines for the tobacco industry.
The way Abhay Dutta is moving it will not be long before he achieves what he aspires.
Written by Harveer Sahni Chairman Weldon Celloplast Ltd. New Delhi August 2021