
 |
| Self Adhesive Sheets |
In the late 1970s early eighties, I was just a commercial siliconiser selling reams of release paper or silicon paper in sheets to screen printers producing stickers. Those days only a handful of labelstock producers existed in India so supplying in roll form came a few years later. While my product found general acceptance in quality yet once in a while a customer would come back with a strange problem. They complained of either tubing or curl in the final gum sheets that they made using my product. These sticker manufacturers would coat with a screen, a pressure sensitive adhesive on the back of a semi gloss or chromo art paper, air dry in racks and then paste the release paper on the back to protect this pressure sensitive adhesive and produce pre-gummed sheets. These sheets eventually were screen printed and half cut with a shaving blade to make stickers. Since this tubing and curling problem was rather occasional and came to me rarely, it was something that did not lead to total rejection. Strange as it seemed, the complainants would go silent after a few days of the initial rhetoric. Another fact that has stuck to my mind since then is that the same customers would state that similar paper coming from Mumbai did not have such problem. As is normal, in the initial years of business, I presumed that these few customers were biased and were speaking for my competitors in Mumbai. Some years later in the mid eighties I developed saturated paper liners on various papers including sack Kraft and newsprint. Interestingly, I exhibited a newspaper converted to be a release paper in the first Screen Print Show at Nehru Centre Mumbai in the year 1994. When I started to sell these saturated release papers with a rough and porous back, I was surprised to note that not a single complaint came for curl or tubing! At this time the chemist in me woke up and I decide to research the process.
 |
| sheet with curl |
Production of release papers requires coating of a non absorbent web of paper and curing in an oven at elevated temperatures in excess of 160 degrees Celsius. Everyone knows that water or for that matter moisture becomes steam at around 100 degrees Celsius. These curing temperatures are definitely much higher than normal drying temperatures required for paper conversion and processing. In such a scenario when the paper exits the chamber it has lost a lot of moisture creating an imbalance in the paper’s inherent moisture levels. At this time we also realized in our production that the paper at the unwind station was 1015 mm and after exiting the hot oven it had lost 10mm of width due to moisture loss and measured only 1005mm. This fact lead me from the problem to the realization that it was the loss of moisture that caused the paper to shrink and when this paper was laminated to the gummed sheet and left in the open, it picked up moisture from the atmosphere to regain some of its lost width. This explained the curl or the tubing. In case where the adhesive coated face is well laminated to the release paper and kept under pressure, the face remains the same in width while the release regains moisture and expands making edges to lift leading to curl. In case where the laminate was not firmly enjoined uneven expansion of release liner lead to tubing. While producing labelstock in reels the two papers are brought together under pressure through a laminating nip and then tightly wound in reels. In this case when sheeted after resting and stabilising, due to moisture imbalance the sheets would curl, there will less or no chance of any tubing. In the early days of label stock manufacturing in India people preferred to use only glassine liners for their labels or stickers. CCK backing papers with a rough backing were always looked upon as a cheaper alternative. Further indulgence brought the realization that papers that had a rough and somewhat porous backing could regain moisture fairly quickly from the atmosphere and that laminates with these release liners did not have curl.
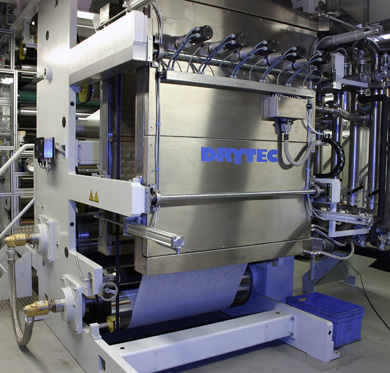 |
| Drytec Steam Humidifier |
Re-humidification of release paper after silicone coating and curing can be done in many ways. Some of them are listed as below;
1. Re-humidifying with a steam chamber
2. Mist or fine spray of water
3. Water coating the back of the silicone coated paper by reverse gravure.
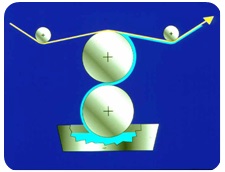 |
| Water Coating on the back |
We have so far dwelled in controlling curl only in the silicone release paper but in our effort to achieve a perfect layflat laminate of pressure sensitive adhesive labelstock, this is only half the job done. All layers of the labelstock contribute to the finesse and quality of the final laminate. For it to be a perfect layflat sheet each parameter has to be handled carefully. The face paper is normally not subjected to any heat or any further processing in labelstock manufacturing operations. It comes to the coater from the warehouse where normally it has been resting for a while and has attained stability. However still, if it is a fresh supply of paper from the paper mill, it is necessary to check the moisture content, which maybe high. If the moisture is high and having bought the paper by weight, we are paying excess for the weight of water. Subsequently the moisture laden face paper in the labelstock will eventually lose the water and shrink causing the labelstock to curl because the backing layer is stable and constant in dimension. In the event that we use a stabilized face paper and a humidified release paper, we have also to be careful about drying the adhesive coating. If the adhesive coated release liner in the transfer coating process, coming out of the drying tunnel is too wet the liner and the laminate will curl with edges bending downwards. However if the adhesive is too dry the edges will curl upwards. In the case of emulsion adhesives, experienced operators can control curl to a great extent by controlling speed and temperature settings. The drying chamber itself becomes the humidification chamber as 50% 0f the adhesive is water that is evaporated in the chamber. Care needs to be taken to maintain the water content in the chamber’s air circulation low as air saturated with water vapor in the chamber will hinder proper drying of adhesive and eventually cause curl. In the event a labelstock manufacturer is using a hotmelt coater, the parameters are different. There is no drying chamber with water vapors. The hotmelt adhesive is applied through an extrusion die on to the release paper with a chilled backing roll. The hot molten adhesive adhesive solidifies to the desired state and passes on to the lamination nip and the rewind station. The operation is short clean and quick but here the curl control and also tubing in the liner depends on the release paper. The release paper used for hotmelt has to be stable and humidified properly before it is taken on to the coater.
 |
| Layflat Laser label sheets with CCK Release Liner |
Even though equipment manufacturers continue to upgrade the coating and laminating machines to eliminate or reduce human intervention in producing a good laminate yet I personally believe that an experienced operator still remains the artist who can create a good release paper and a perfect laminate thereafter such that it would layflat to be a printer’s delight.
Written by Harveer Sahni, Managing Director, Weldon Celloplast Limited, New Delhi-110008 February 2013.

