Self Adhesive Labels Industry In India and The World
The pressure sensitive adhesive labels and packaging industry is growing at a steady and rapid pace in India. It is now time that the contribution of those who have achieved success is chronicled so that those who wish to move ahead have a platform to look for information, news and interaction. This Website intends to provide all that along with inspiration and reference.
UPM Adhesive Materials, a global supplier of innovative self-adhesive label materials, will expand its footprint in India with a new slitting and distribution terminal near New Delhi. The investment enhances UPM Adhesive Materials’ service capability in Northern and Eastern India and reinforces its commitment to the entire Indian market.
The Indian economy is expanding rapidly, driven by megatrends such as urbanization, digitalization and infrastructure development. To match the pace of the market, local label converters need reliable label material supply and shorter lead times.
The new terminal will feature state-of-the-art slitting capabilities and a tailored label material inventory designed to meet regional customer needs. It complements UPM Adhesive Materials’ Mumbai terminal, opened in February 2024, extending service across the country.
”We are excited to strengthen our presence in India with a new terminal near New Delhi. This investment supports the growth ambitions of our customers in the Northern and Eastern regions and deepens our engagement with the dynamic Indian market,” says Harri Janhunen, Vice President, Strategy, India & Middle East, UPM Adhesive Materials.
The terminal is expected to begin operations during Q3 2026.
Label Manufacturers Association of India (LMAI) has announced that the distribution of LMAI Label Awards for Excellence and Innovation 2026 will be held on 30th October 2026 at the prestigious India Expo Centre and Mart.
The LMAI Awards recognise outstanding achievements of its members in label printing, design innovation, sustainability initiatives, and technological excellence. Celebrating the winners of this year’s label competition, a grand awards function will take place on the second evening of Loupe India 2026 (formerly Labelexpo). The event will bring together industry leaders, innovators, and professionals from all over the world, besides those from India. The LMAI awards evening is recognized as a marquee event where the global label fraternity congregates in celebration and for networking.
Detailed information on start of the process for label competition, rules for submission of entries for competition, categories, and registration has been initiated and will be shared shortly with the LMAI members.
The Label Manufacturers Association of India (LMAI) is a premier industry body founded in 2002 to support and advance India’s self-adhesive label industry. It connects manufacturers, converters, and suppliers, fostering networking, education, and innovation through its biennial conferences and regional events, with a strong focus on sustainability and advanced technologies. Kuldip Goel, Chairman of the organizing committee for awards says, “These awards have become a prestigious recognition, adding brand value to winner label companies.” He further adds, “we endeavour to create a platform that enhances camaraderie and networking amongst the label fraternity. It is an event people look forward to!”
Label Manufacturers Association of India (LMAI)
Label Manufacturers Association of India Navi Mumbai
PolyIC, a leading provider of printed electronics solutions and a subsidiary of LEONHARD KURZ, is collaborating with Nanomade to develop a new solution for the next generation of interactive surfaces in human-machine interface (HMI) applications. Nanomade is now presenting the joint project of both companies for the first time at Touch Taiwan 2026, showcasing the world’s first fully transparent film that combines capacitive touch detection and highly sensitive force measurement in a single system at exactly the same location. The combined sensor enables transparent, flexible, and illuminated user interfaces – without any limitations on function, design, or industrial scalability.
Transparent Force & Touch Architecture
PolyIC produces transparent, flexible capacitive sensor films with printed, transparent, and conductive electrodes. Nanomade has developed a proprietary, transparent nanoparticle-based ink that enables ultra-sensitive force measurement. By combining both components, the companies have developed a sensor that, thanks to its ultra-thin, transparent force-and-touch architecture, offers functionalities that go beyond those of conventional capacitive touch sensors. The light transmission of the sensor and its optical clarity further expand the design possibilities.
Seamless integration brings new design freedom
Minimalist designs with integrated lighting effects and seamlessly integrated displays are becoming increasingly common in product design. Conventional sensor technology often reaches its limits in terms of both design and functionality. The new sensor from PolyIC and Nanomade meets these requirements for transparency, flexibility, and functionality. It can be integrated into fully transparent or ‘hidden-til-lit’ user interfaces and can also be incorporated into curved and three-dimensionally shaped control elements. Manufacturers can use it without the need for costly new developments or complex additional component integrations..
Additional features that simplify the utilization of user interfaces in everyday life and enhance the user experience include the ability to operate the interface while wearing gloves, as well as reliable performance in damp or wet environments. The sensor can distinguish between contact and targeted pressure, enabling a differentiated evaluation of touches and thus reducing false activations. It also enables safety-critical applications where two physical quantities must be evaluated independently of one another.
Wide Range of Applications
The transparent force-and-touch sensor film is suitable for a wide range of applications across various industries, such as the automotive sector. Furthermore, the solution is suitable for medical devices that combine force sensing with touch functionality. With the new transparent Force & Touch sensor film, PolyIC and Nanomade are expanding the technical and design options for HMI applications where the combination of transparency, light, and intelligent force measurement is relevant.
The combined business will be the largest player in the Indian flexible packaging market with over 20 percent market share.
New Delhi, 25th March 2026 – Siegwerk, a global leader in printing inks and coatings for packaging applications, today announced the signing of a definite agreement for the acquisition of Hi-Tech Inks, a prominent Indian producer of flexographic and gravure printing inks. The move will significantly strengthen Siegwerk’s position in the fast-growing Indian flexible packaging market, making the combined business the largest player in the country with over 20 percent market share.
The acquisition underscores Siegwerk’s long-term commitment to India and the broader Asia region, one of the company’s most important strategic growth markets. By bringing together complementary strengths, expanded production capabilities, and a wider product offering, Siegwerk is set to deliver greater value, innovation, and supply reliability to packaging converters and brand owners across the country.
Hi-Tech Inks will add a robust portfolio of solvent- and water-based inks, metallic and special-effect inks, varnishes, and over print varnishes (OPVs) to Siegwerk’s global portfolio. The integration will enhance Siegwerk’s manufacturing footprint in India with dual sites in Bhiwadi, Rajasthan and Vapi, Gujarat – improving capacity and operational resilience. The combined organization will employ approximately 1700 people across India, further boosting Siegwerk’s ability to serve converters and brand owners with more robust capability and responsiveness.
“Hi-Tech Inks has built an impressive legacy of quality, agility, and customer focus, and we are delighted to welcome them into the Siegwerk family,” said Ashish Pradhan, President of Siegwerk Asia. “This acquisition will strengthen our position in India’s flexible packaging market and will expand our ability to serve customers with greater scale, capability, and innovation. Together, we will be well-placed to shape the next phase of growth for the industry.”
“Siegwerk’s commitment to quality, sustainability, and customer focus aligns perfectly with the values that we have always stood for” said Karan Mahajan, Managing Director, Hi-Tech Inks. Joining the Siegwerk family represents a significant milestone for Hi-Tech Inks. By combining our strengths, we are creating new opportunities to grow, innovate, and deliver even greater value to customers across India’s flexible packaging industry.”
Completion of the transaction is expected in the coming weeks, subject to customary closing conditions. As Siegwerk’s largest acquisition since its purchase of SICPA’s packaging inks business in 2005, the addition of Hi-Tech Inks will mark a major milestone in the company’s growth journey. It reinforces Siegwerk’s long-term commitment to India’s packaging industry and its ambition to support the market with advanced technologies, reliable supply, and future-ready solutions.
Together, Siegwerk and Hi-Tech Inks unite their expertise, capabilities, and shared values to lead the next phase of India’s printing inks and coatings industry – driving future innovation, growth, and sustainable value creation.
Die life depends on multiple factors including the substrate being cut, production volume, cutting conditions, and maintenance practices. According to industry experience, solid rotary dies should be re-sharpened approximately every 12 million revolutions to maintain optimal performance. For production lines running at high speeds, this maintenance cycle ensures consistent cut quality and prevents degradation that could affect label quality. Proper die storage is critical to longevity. Flexible dies should be stored flat or suspended in original packaging, hanging files, or specialized storage bags to avoid bends, in a controlled environment, protected from moisture, chemicals, and physical damage after cleaning them thoroughly with a solvent, removing all adhesive/paint, and treating both sides with anti-corrosive oil. Individual dies should be separated by protective sheets to prevent edge-to-edge contact that could chip cutting blades. Silicone release paper or polyethylene foam works well for separation.
Temperature management also affects die performance. Before official start-up, dies should be preheated, and when in use, kept warm to maintain consistent cutting characteristics. Tests have proven that this approach not only guarantees die-cutting quality but also extends the service life of solid rotary dies significantly.
Training operators in proper handling techniques prevents costly damage and ensures tooling investment delivers its full value. Periodic inspection during storage catches problems before they affect production. Dies should be visually examined for corrosion, damage, or coating degradation. Any tooling showing deterioration should be refurbished or retired before it causes quality issues.
The Relationship Between Die Specifications and Magnetic Cylinder Dimensions
The marriage between flexible dies and magnetic cylinders requires precise dimensional relationships. The most critical measurement is the repeat size—the circumference of the magnetic cylinder dictates the maximum repeat length possible for the label design. This circumference must match the label repeat plus any necessary gap for registration marks, matrix removal, or other processing requirements.
The gap, also known as undercut, of the magnetic cylinder is another critical specification. Industry standards exist, but some applications require custom gap dimensions to optimize cutting performance for specific materials or label constructions.
Die height is carefully calculated based on the equation: Die Height = Gap + Liner Caliper + Clearance. The clearance, or drop, is the distance between the tip of the cutting blade and the anvil cylinder. For kiss cutting (cutting through face material and adhesive but not the liner), the clearance is negative, meaning the cutting blade extends beyond the die bearer to penetrate into the material. For through cutting (metal-to-metal), the clearance is zero or slightly positive.
The three most important die parameters are cutting angle, die height, and clearance. For flexible dies, cutting angles normally vary between 50° to 75°, with the exact angle determined by the face material properties, adhesive type, and liner characteristics. The height of the cutting line is measured from inside the pocket to the tip of the cutting edge and normally varies between 0.38mm to 0.80mm for flexible dies.
Label Stock Nuances and Die Cutting Considerations
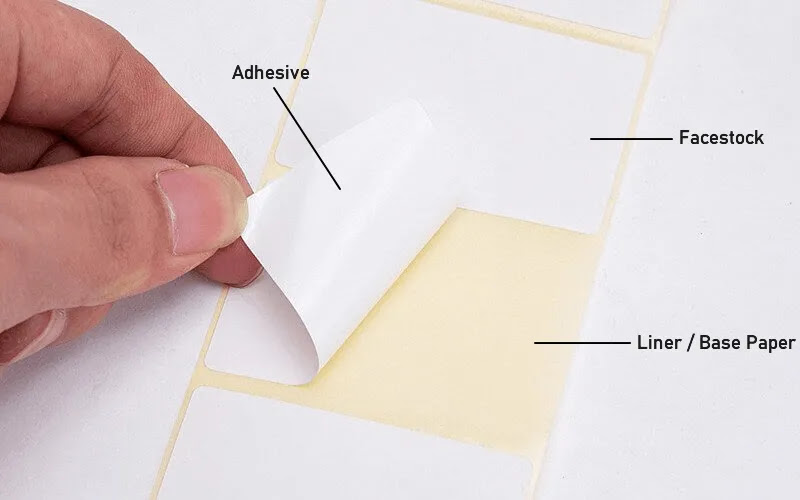
Understanding label stock construction is fundamental to successful die cutting. A pressure-sensitive label consists of three main components: the face material (top layer), the adhesive layer, and the release liner (backing). Each component influences die-cutting parameters and performance.
Face Material Variations
Face materials range from papers (glassine, semi-gloss, thermal, thermal transfer) to films (PP, PE, PET, PVC), each with distinct cutting characteristics. Paper facestocks are generally easier to kiss cut but are sensitive to humidity, which can cause material swell and affect cutting precision. Film materials like polyester and polypropylene are dimensionally stable and produce clean edges but may require solid rotary dies for maximum longevity in high-volume applications.
Highly elastic films like polyethylene tend to stretch and deform under the cutting blade rather than fracturing cleanly. This can result in “stringy” edges or incomplete cuts, requiring sharper dies with more acute cutting angles or modified cutting speeds to allow the material time to fracture rather than stretch.
Vinyl, both calendared and cast varieties, requires balanced pressure to achieve crisp edges and must be monitored for shrinkage in post-cure applications. Specialty materials like Tyvek, foils, and metallized films present unique challenges due to their abrasive or elastic properties, often requiring laser-hardened or chrome-coated dies for acceptable run lengths.
Adhesive Considerations
The adhesive layer significantly impacts die cutting. Permanent adhesives, removable adhesives, high-tack adhesives, and specialty formulations (acrylic-based, rubber-based, water-based emulsions or hotmelt adhesives) all behave differently under the cutting blade. Aggressive adhesives can build up on cutting edges, requiring more frequent die cleaning and potentially necessitating non-stick coated dies.
Temperature affects adhesive flow characteristics. Increased temperature from high-speed converting can cause adhesive to become more fluid, leading to potential bleed onto the cutting blade or even causing labels to stick together in the matrix. Conversely, some adhesives become stiffer at lower temperatures, requiring different cutting parameters. This temperature sensitivity necessitates careful process control and sometimes cooling systems inline with die cutting stations.
Adhesive thickness and rheology affect both cutting precision and die cleanliness. Thick adhesive layers require greater cutting depth (more negative clearance), increasing the risk of die-strike on thin liners. Adhesives with high flow characteristics can squeeze out from under the die during cutting, depositing on the cutting blade and reducing sharpness over time. This necessitates either frequent die cleaning or the use of non-stick coated dies.
Liner Specifications
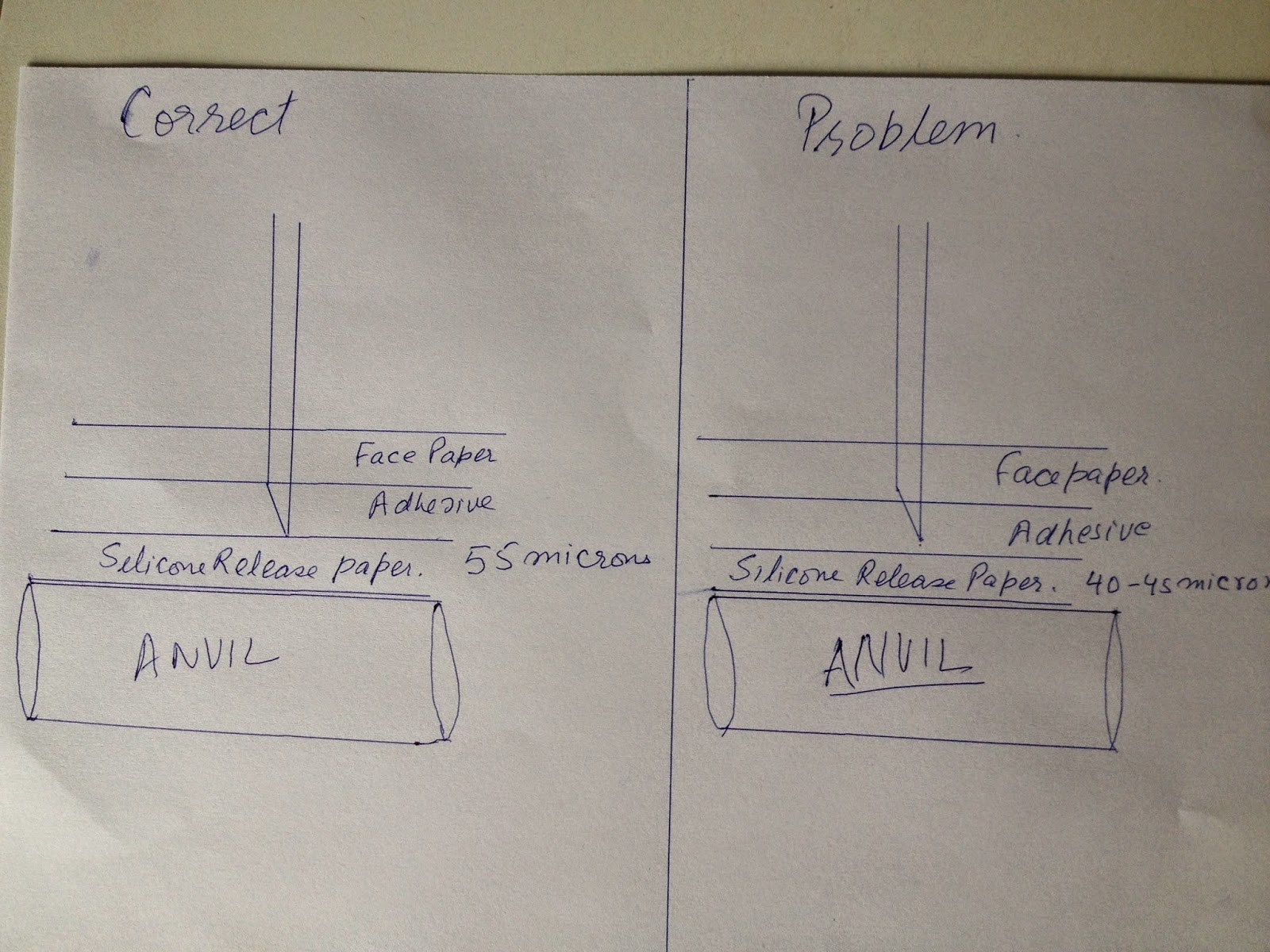
The release liner is perhaps the most critical component for successful kiss cutting. Liners are typically made from either paper-based materials (glassine, kraft, super-calendered kraft) or film materials (PET, PP), each coated with a silicone release layer. The thickness or caliper of the liner directly determines the die height specification and the clearance needed to achieve proper kiss cutting.
Thin film liners, particularly PET liners below 23 microns, are extremely challenging to kiss cut without damage. They require magnetic and anvil cylinders with run-out accuracy of 0.0001 inches (3 microns) or better to avoid die-strike—cutting through the silicone layer and damaging the liner. Glassine liners, while thicker and more forgiving, are compressible and can vary in thickness across the web, requiring careful die-setting to maintain consistent kiss cutting.
The compressibility of liners under cutting pressure is an often-overlooked factor. The release liner will compress from the force applied by the cutting tool, with the amount of compression depending on liner thickness and material properties. This compression must be factored into die height calculations to ensure that when under cutting pressure, the blade penetrates to the proper depth without damaging the silicone coating.
Liner caliper variation across a roll can wreak havoc on kiss cutting consistency. Even variations of 5-10 microns in liner thickness can cause some areas to cut perfectly while others either fail to separate from the liner or suffer die-strike damage. This is particularly problematic with paper-based liners, which can vary in thickness more than film liners. Some label material suppliers provide liner caliper tolerances, but converters often must verify this through their own quality control processes.
Release coating characteristics impact how cleanly the face material separates after die cutting. A well-formulated silicone release coating allows labels to peel smoothly without adhesive transfer to the liner. However, extremely high release (very easy peel) can cause labels to lift spontaneously during matrix stripping or rewinding if cutting depth is too shallow. Conversely, tight release coatings may require deeper penetration to ensure complete separation, increasing die-strike risk.
Half-Cutting Labels: The Critical Parameters
Half-cutting, more commonly known as kiss cutting in the industry, is the most demanding die-cutting application. The objective is to cut completely through the face material and adhesive layer while stopping precisely at the silicone coating of the release liner without damaging it. This requires extraordinary precision and careful parameter control.
Parameters Governing Kiss Cutting Success
Blade geometry is the foundation of successful kiss cutting. The cutting angle must be optimized for the specific face material—papers typically use angles between 60° to 75°, while stretchy films may require more acute angles of 50° to 52°. The sharpness of the cutting edge is equally critical; a dull blade will tear rather than cut, potentially pulling the face material or creating rough edges that affect label appearance and peel characteristics.
Die height and clearance as mentioned earlier in this article must be calculated with precision. For kiss cutting, the die height equation becomes: Die Height = Gap + Liner Caliper + Cutting Depth (negative clearance). The cutting depth, typically ranging from 0.05mm to 0.15mm depending on adhesive thickness, must penetrate through the adhesive layer to the liner surface but not into the silicone coating. This narrow tolerance window demands dies manufactured to tight specifications and properly maintained anvil cylinders.
Web tension dramatically affects kiss cutting quality. Insufficient tension allows the web to flutter or shift during cutting, causing misregistration and inconsistent cut depth. Excessive tension can stretch elastic materials like films, causing them to snap back after cutting and create dimensional inaccuracy. The optimal tension varies by material but must be consistent across the web width and maintained throughout the production run.
Anvil cylinder condition is crucial yet often neglected. The anvil provides the backing surface against which the die cuts. Anvils must be precision-ground with run-out tolerances matching or exceeding the magnetic cylinder—typically 3 microns or better for thin liner applications. Surface hardness must be sufficient to support clean cutting without deflection, yet hardness that’s too high accelerates die wear. Many operations use stepped anvils with different body diameters to accommodate various liner thicknesses without changing dies.
Temperature management affects both the die and the material being cut. Heat generated from high-speed cutting can alter die dimensions through thermal expansion, change adhesive flow characteristics, and affect material dimensional stability. Some converters cool the web before die-cutting or use temperature-controlled magnetic cylinders to maintain stable cutting conditions.
The Bursting Versus Cutting Distinction
For automatically applied labels destined for high-speed labeling equipment, the cutting blade should burst the face stock and adhesive without penetrating through the silicone coating on the liner. This bursting process creates a clean separation while maintaining liner integrity for smooth feeding through applicators. However, die life can be shorter because the die may stop cutting effectively after minimal wear due to the precision required.
The bursting process becomes difficult when cutting very elastic synthetic face stocks or when cutting to soft, thick liners. These materials compress and stretch rather than burst cleanly, requiring specialized die geometries and potentially laser-hardened cutting edges to maintain performance.
For hand-applied labels, the blade should burst through the face stock, adhesive, and slightly penetrate the liner. This creates a slight score in the liner that helps users find the label edge for peeling but doesn’t compromise liner strength. The die supplier must be informed of the application method, as the cutting depth and blade geometry differ significantly between these two approaches.
Multi-layer constructions add complexity to die cutting. Laminates, overcoats, metallized layers, and other constructions present the cutting blade with different materials having different mechanical properties stacked vertically. Each layer may require different cutting forces or speeds, and the interfaces between layers can cause delamination or separation defects if cutting parameters aren’t optimized.
Through Cutting: Metal-to-Metal Applications
While kiss cutting dominates pressure-sensitive label production, through cutting—also called metal-to-metal or steel-to-steel cutting—serves important functions in label converting. Through cutting means the die blade cuts completely through all layers of material, including the liner, separating individual labels or shapes entirely.
Through cutting is essential for producing individual cut labels, sheeted labels, unsupported labels or converting labels into specific formats for specialized applications. In this application, the clearance is zero or slightly positive, meaning the cutting blade may actually contact the anvil cylinder. This steel-to-steel contact generates significant wear on both the die and anvil, requiring hardened tooling and careful pressure control.
The anvil cylinder for through cutting applications must be extremely hard, often made from tool steel that’s been hardened to HRC 60 or higher. Despite this hardness, the repeated impact of the die blade will eventually create grooves or wear patterns that must be periodically ground out to restore the smooth surface needed for clean cutting.
Through cutting generates considerably more waste than kiss cutting, as the entire liner becomes scrap rather than being reused as a backing. This economic consideration means through cutting is typically reserved for applications where it’s functionally necessary rather than being a standard production method.
Written by Harveer Sahni, Chairman Weldon Celloplast Limited, New Delhi, March 2026
The pressure-sensitive adhesive labels industry owes its existence to a struggling clerk working in a loft above a flower shop in downtown Los Angeles. In 1935, Ray Stanton Avery, who went by name Stan, was living in near poverty, residing in a rented chicken coop while working at the Midnight Mission to pay his way through college. What he created with a $100 loan from his fiancée Dorothy Durfee would transform how products are labeled worldwide and launch an industry that today generates billions in revenue.
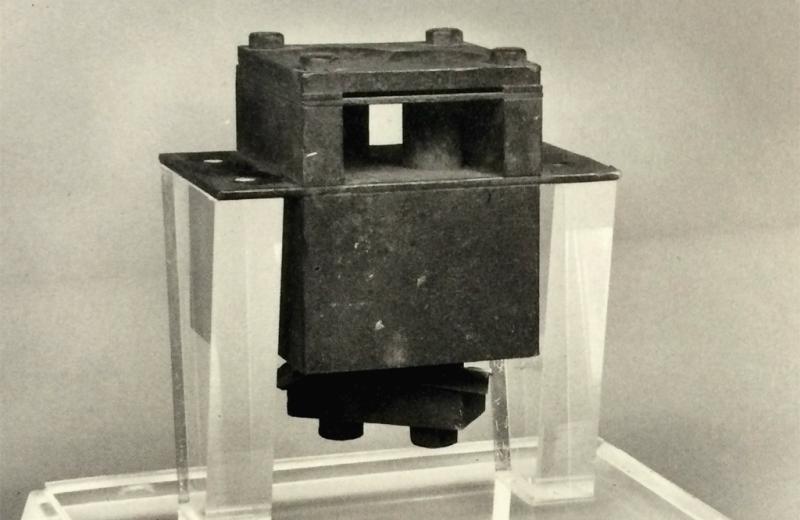
The Genesis: Stan Avery’s Revolutionary Label
Stan Avery didn’t just invent the self-adhesive label, he invented the entire machinery to produce it. Using parts from a washing machine motor, a sewing machine, and a saber saw, he created and patented the world’s first self-adhesive, die-cut labeling machine. His company, initially named Kum Kleen Products, advertised the ability of these labels to be removed without leaving a mark on merchandise. The first Avery labels were simple, round price stickers meant for gift shops and retailers. In his first six months of operation, sales totaled a modest $1,391. Few could have imagined that this humble beginning would evolve into Avery Dennison, a Fortune 500 corporation with global operations across more than 50 countries and 36,000 employees worldwide.
The innovation Stan Avery brought to market solved a fundamental retail problem. Before pressure-sensitive labels, merchants relied on gummed labels that required moistening with water or paste, a time-consuming and messy process. Avery’s self-adhesive labels eliminated this inconvenience entirely, creating a faster and more practical labeling solution. His vision extended beyond the label itself to include the machinery for precise die-cutting, which would become the foundation of label converting technology.
By 1940, Avery had moved beyond his humble beginnings and officially started selling his products under the brand name Kum Kleen Price Stickers. The company incorporated in 1946 as Avery Adhesive Label Corporation, and in 1990 merged with Dennison Manufacturing to form Avery Dennison. Throughout his career, Stan Avery received 18 patents for his innovations in pressure-sensitive materials and production technologies. His legacy lives on, not just in the company that bears his name, but in every self-adhesive label produced today.
The Evolution of Die Cutting Technology
Die-cutting itself predates Stan Avery’s innovation by nearly a century. The process was invented in the mid-1800s to help the shoemaking industry. Cutting leather soles for shoes by hand was laborious, time-consuming, and expensive. The invention of the die-cutting machine revolutionized cobbler work, allowing shoes to be cut to consistent sizes and shapes rather than crafted individually. This standardization enabled modern shoe sizing as we know it today.
Flatbed Die Cutting: The Foundation
The earliest die-cutting machines used in the label industry were also flatbed presses. These hydraulically operated machines use a steel rule die to “click cut” or punch out die-cut parts by driving the die in a downward motion through the material. The flatbed die-cutting press operates much like a stamp, pressing a flat die onto material that sits on a stationary surface, applying even pressure to cut the material into the desired shape with each strike.
Flatbed dies are used with hydraulic or mechanical presses and other lifting systems to press a die down on a sheet of material. They are particularly suited for heavier materials and thicker substrates, making them less ideal for pressure-sensitive labels but excellent for applications requiring precision cutting of rigid materials. Steel-rule die cutting uses a formed strip of hardened steel set into a slotted plywood die-board, with rubber ejectors aiding part release after the cut.
While flatbed die cutting adapted for labels, offers excellent control over each cut and is ideal for intricate shapes with close tolerances, it operates at a considerably slower pace compared to rotary systems. Typical speeds range from 1,000 to 5,000 cycles per hour, making it suitable for small or mid-sized batches but impractical for high-volume label production. The tooling costs for flatbed dies are significantly lower than rotary alternatives, and the ability to make quick die changes makes them valuable for short-run or prototype jobs.
The Rotary Revolution in Label Converting
The transition from flatbed to rotary die cutting marked a transformative moment in label converting. Rotary die cutting uses a solid cylindrical die that rotates continuously in sync with the web material, paired with an anvil cylinder. The press feeds thin, flexible material, known as web, between these two cylinders. The cutting-edge pinches material against the anvil cylinder, producing clean cuts, perforations, or creases at exceptionally high speeds.
This method revolutionized label production by dramatically increasing throughput. Modern rotary die-cutting systems can reach 10,000 cycles per hour or more, with the fastest machines achieving speeds of 300 meters per minute. The ability to perform inline with printing and other finishing operations means that labels can be printed, die-cut, matrix stripped, and rewound in a single pass, transforming manufacturing efficiency.
A series of gears or servo motors now, force the die to rotate at the same speed as the rest of the press, ensuring that cuts line up precisely with the printing on the material. Rotary presses can incorporate multiple stations that die-cut specific shapes, perform perforations, create creases, or even cut the sheet or web into smaller sections. Some machines use automatic eye registration to ensure cuts and printing align with tolerances measured in fractions of a millimeter, critical for complex label designs and high-quality output.
The economics of rotary die cutting favor high-volume production. While the initial tooling costs are higher than flatbed alternatives, the operational efficiency brings labor expenses down over time. For standardized, repeat orders running into millions of labels, rotary systems offer compelling long-term value and unmatched productivity.
The Magnetic Cylinder Revolution
While the exact inventor and date of the magnetic cylinder for flexible dies are not definitively documented in available industry records, this innovation transformed the economics and flexibility of rotary die cutting. The magnetic cylinder system addressed a fundamental challenge: solid engraved rotary dies were expensive to manufacture, store, and transport, making them cost-prohibitive for short to medium production runs.
Magnetic cylinders are precision-engineered metal cylinders embedded with powerful magnets, either ceramic or neodymium rare earth magnets, on their surface. They are designed to hold flexible dies—thin, etched steel dies—firmly in place during rotary die cutting. The magnets ensure that every square inch of the flexible die remains securely pressed against the precision-ground cylinder surface, preventing any lifting or shifting during high-speed operation.
In 2005, Bunting Magnetics launched the X-treme Magnetic Die-Cutting Cylinder, the first magnetic die-cutting cylinder in the world with total run-out accuracy below 40 millionths of an inch (1 micron). This level of precision was revolutionary, enabling clean cuts even on extremely thin materials like 1-mil stock with less than 1-mil liners, on “no-look” labels, and on synthetic materials that previously posed challenges.
The advantages of magnetic cylinders transformed the label industry. Mounting and removing flexible dies takes just minutes, dramatically reducing downtime during job changeovers, particularly valuable in short-run label printing or multi-SKU packaging environments. The cylinders weigh significantly less than solid rotary dies, reducing operator fatigue, machine wear, and transportation costs. Most importantly, they enabled the use of flexible dies, which cost a fraction of solid engraved cylinders and could be stored flat, saving valuable warehouse space.
Today, magnetic cylinders are available for virtually all types of label presses and converting machinery, from brands like Mark Andy, Gallus, Nilpeter, Omet, Rotoflex, etc. Custom designs accommodate a variety of special applications, making magnetic cylinder systems remarkably versatile.
Flexible Dies: Engineering and Innovation
The development of flexible dies went hand in hand with magnetic cylinder technology. Flexible dies are thin sheets of steel, typically ranging from 0.5mm to 1.5mm in thickness, that wrap around magnetic cylinders and are used for rotary and semi-rotary presses. These dies are produced from specially formulated steel and undergo several sophisticated manufacturing processes.
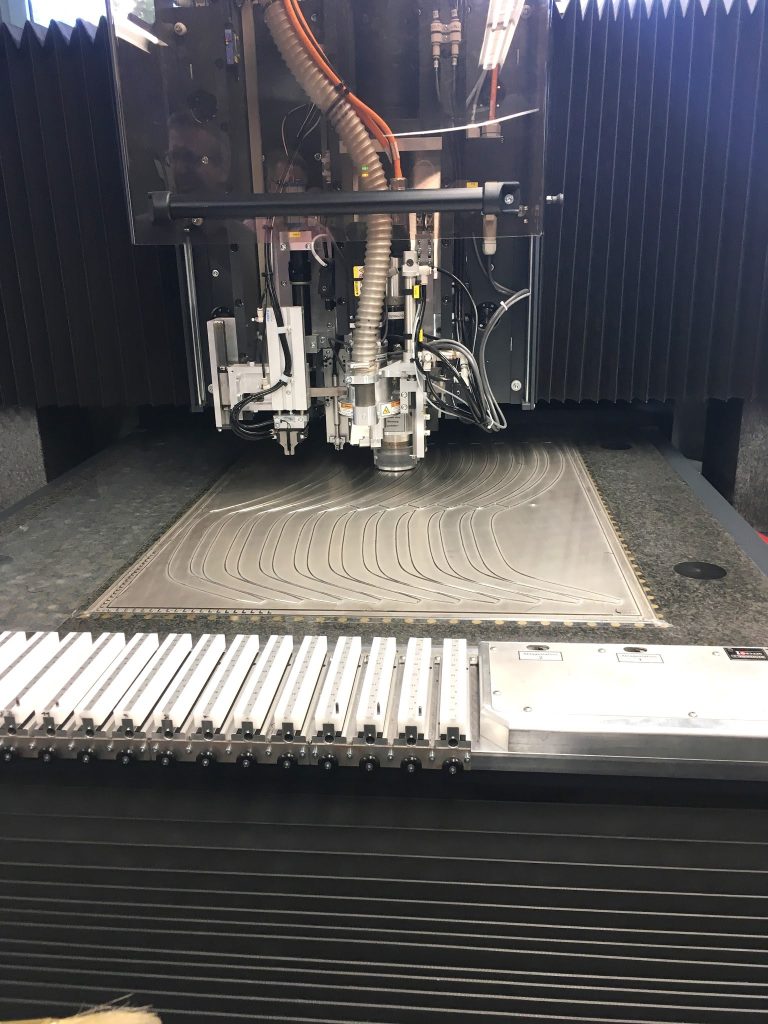
Manufacturing Process
Production of flexible dies begins with plotting an image directly on the die material. Background material is then removed through chemical etching, and CNC mills create the required cutting or creasing lines with extraordinary precision. The cutting geometry includes profile heights ranging from 0.3mm to 1.5mm and cutting angles that vary based on the material being cut, typically from 30° to 110°.
The manufacturing process includes several optional treatments. Back grinding ensures consistent die thickness. Chemical de-burring smooths edges to prevent damage to the label stock. Most critically, laser hardening and various surface coatings dramatically extend die life and performance.
Die Materials and Surface Treatments
Standard flexible dies are CNC-sharpened and feature smooth polished cutting edges obtained using ultra-fine edge polishing techniques. These universal dies are suitable for all types of self-adhesive and single-material products including paper, PP, PE, PVC, PET, Tyvek, thin films on PET liner material, and other materials that are difficult to cut.
Laser hardening represented a breakthrough in die technology. Companies like Kocher + Beck were the first manufacturers in the world to achieve hardness levels of 65 to 68 HRC through laser hardening technology. This process extends die service life by two to three times longer than conventional dies. The laser hardening increases hardness at the tip of the cutting edge based on the carbon content in the steel, creating exceptional wear resistance while maintaining die flexibility.
For extremely demanding applications, chrome-coated dies offer even greater durability. A thin layer of chromium, typically 0.01mm thick with a hardness of 70-80 HRC, enables extremely high running performance with outstanding wear properties. These dies are particularly suited for abrasive thermal and thermal transfer papers used in longer production runs.
Non-stick coatings represent another important innovation. Special onyx or polymer coatings have no detrimental effect on the cutting-edge angle or sharpness while preventing adhesive and ink deposits on the cutting blades. These coatings are food-safe, FDA-approved, and significantly reduce downtime for die cleaning. The reduced friction and perfect resistance to wear enable maximum running performance with a consistently sharp cutting edge.
To be continued to part-2
Written by Harveer Sahni, Chairman Weldon Celloplast Limited, New Delhi, January 2026
An agriculturist’s son, born in 1969, Karan Reddy grew up in Hyderabad in a family of five siblings. His father’s life oscillated between the city and the farm, moving back and forth to tend to agricultural responsibilities while the family settled in Hyderabad. After finishing school at New Model High School in Hyderabad, Karan pursued mechanical engineering from Karnataka. His first job was in sales and marketing, where he formed a friendship that would chart the course of his entrepreneurial journey. A colleague working in sales of adhesives at Vam Organics, later renamed as Jubilant Organosys then renamed Jubilant Adhesives which got amalgamated into Jubilant Agri and Consumer Products Limited operating in B2B and B2C sectors with products like Jivanjor adhesives, introduced him to the world of pressure-sensitive adhesives. This connection led Karan to take up distribution of adhesives by Vam Organics Limited in 1994. His maiden venture K K Marketing became the exclusive distributor of all Vam products in united Andhra Pradesh, a role he maintained until 2006. His first big success came as C&F agent for Jivanjor adhesives.
While selling pressure sensitive adhesives, Karan learned that Continental Coatings, a customer manufacturing labelstock, wanted to sell their company. He saw an opportunity to transition from trading to manufacturing and acquired the company in 1996. The equipment included a 20-inch Korean made coater laminator and a silicone coater. They shifted the machinery to another premises and started producing self-adhesive label materials after renaming the company Sticon Papers Private Limited. The acquisition brought with it a few local label manufacturers as customers. Working hard, Sticon started to expand their customer base, moving beyond Hyderabad and parts of Andhra Pradesh to Bangalore, then Chennai, and eventually most of South India.
That same year, 1994 when he started Vam distribution, Karan married Himashaila, a postgraduate with an MSc in Computer Science. To support her husband, she joined the business in 1997, looking after accounts, finance, and import-export transactions. They have two children. Their elder child Dhanush, born in 1998, finished schooling at Geetanjali Devshala before completing electrical engineering. He spent two years at Sticon learning the nuances of business and overseeing expansion before completing his master’s in international business from London and returning to join Sticon. Their daughter K. Manya Reddy, who completed her master’s degree in international accounting and finance from London, has also joined the company, heading a division where they import jumbo rolls of thermal transfer ribbon, slit to sizes and sell.
One of the most challenging periods came in 2005 when Karan was setting up a bigger plant, upgrading from a 20-inch emulsion coater to a 40-inch Nordson coater. Compliance issues made life stressful, but he persevered. The company continued to add machines, including the 40-inch Nordson coater in 2005-2006. They exhibited at Labelexpo Europe in 2007 and have been exporting ever since. Today, 45 to 50 percent of their sales are in export. They have a company in Dubai where they stock, slit and supply in GCC countries.
In 2019, they bought land and construction of a new factory started in 2020. Initially planned to expand coating capacity, they realized backward integration was imperative to move the company in fast forward mode. To cater to diverse applications of filmic and paper labels, it was advantageous to have their own adhesive manufacturing.
The new factory became their adhesive manufacturing facility where they commenced manufacturing acrylic emulsion adhesives in July 2022, later expanding to hotmelt adhesives as well. Besides building substantial captive consumption, they cater to other PSA user industries like adhesive tapes, binders, primers for the paint industry, and have recently started producing styrene acrylic emulsions for construction, waterproofing and mixing with concrete. They state that all their adhesives are not harmful to the environment and safe to use. All adhesive products are ROHS, REACH and FDA compliant.
Present operations include two Hotmelt adhesive coaters, one emulsion and two silicone coaters, out of which one coater can do both adhesive and silicone coating, plus one new Valco Metlon coater just received and will be commissioned soon. Their coating unit and warehouse measure 80,000 square feet.
Since there is no room left in the coating unit, a new building is being constructed for expanding coating capacity. The adhesive factory has a 100,000 square feet shopfloor with infrastructure and capability to expand and produce a capacity of 10,000 tons of acrylic emulsion per month. Present installed capacity is 1,200 tons per month and utilization is 900-1,000 tons per month. Hotmelt installed capacity is 200 tons per month, of which presently they produce 150 tons per month.
All properties are owned. A new 60,000 square feet plant for expanding coating capabilities is under construction. On completion they will have a total shopfloor area of 240,000 square feet. They have a sales office and a warehouse in Delhi besides the slitting facility in Dubai. Total workforce stands at 220 employees.
Sixty percent of the labelstock produced by them is paper-based and the rest is filmic face materials. For various digital printing applications, they produce a range of top coated films and paper stocks. Total quantity of labelstock now being produced per month is 7,500,000 square meters. They have received awards from AIDC and LMAI and participate in most exhibitions related to the packaging industry in India and the Middle East.
Responsibilities are clearly allocated. Dhanush handles manufacturing of adhesives and paint binders, overseas sales of labelstock and quality control. Karan oversees overall factory working, domestic sales and procurement, and new product development. As regards the future, Dhanush says they cannot make assertions. They just keep going and working, maintaining the momentum without stopping and let the company grow.
**Written by Harveer Sahni, Chairman Weldon Celloplast Limited, New Delhi January 2026**
At the Labelexpo Europe, Brussels in 2007, Tarsus UK, the owners of labelexpo group, announced the acquisition of India Label Show, founded by the husband wife duo Anil and Neetu Arora. It was time to celebrate for Anil, who with industry friends that included the author, industry veteran Amit Sheth and a few others were doing the rounds in the bars and eateries at Grand Place. Grand place in Brussels had a nostalgic connection for the label industry at large, where the printers and suppliers partied each evening after the day-end at the show. The show has since moved to Barcelona in Spain in 2025. That evening, Amit Sheth had brought along a customer, a tall quite man who did not talk much but was extremely attentive, he had business in Nigeria and had finalized his first purchase of a label press from Amit’s company Intergraphics, at the show. He had a unique name, Yudhviram Solanki, which in real terms means ceasefire.
According to Yudhviram, “People are often fascinated by my name which also carries a small story. I was born on 20th September 1965, during the height of the Indo-Pak war. My grandfather was in the Indian army during the war and stationed in Jodhpur. My arrival, I have been told, brought a moment of calm amidst chaos, and just three days later, on 23rd September, a ceasefire was declared by the prime minister of India Lal Bahadur Shastri. That is how I came to be named Yudhviram by my grandmother, it means the end of war.” Yudhviram grew up in a humble family living in the Mafatlal Colony in Thane District of Mumbai. To support a family of six, his father Harisinghji Solanki took on part-time business besides his regular job. His mother Kanchan Solanki was the binding force and a pillar of strength for the family.
As a young boy, Yudhviram Solanki would often watch his aunt sell tiny tidbits to students from her small stall near their school. The way she spoke to customers, the little tactics she used, the energy she carried with each transaction, resulted in profound wish to be a businessman. The joy of creating value, one sale at a time, awestruck him at a very young age. As founder director of Sicon Packs Pvt. Ltd., his journey has been one of resilience, balance, and meaningful relationships built with ambition to grow.
His initial schooling was from St. John, The Baptist High School Mumbai followed by a B.Sc. Degree from BNB College Thane in 1987. Prior to taking up a steady career in the multinational Phillips in 1989, he took up various odd jobs to supplement the family income. The years spent at Phillips were his training ground and learning the fundamentals of achieving excellence in sales, that eventually supported his entrepreneurial journey later. Though Solanki made many friends, one of his college friends Shridhar Prabhu, owner of Dolly packaging, manufacturing corrugated cartons, encouraged him to initiate his maiden venture as an entrepreneur of manufacturing carbon paper in 1995 and supplying to industry leaders like Kores and Camlin, later adding stationery to his range of offerings. They even developed their own brand of carbon Paper “Swan” and “Sailing Boat” to sell in Middle East, European and West African markets.
Manufacturing was from the two factories they set up, one measuring 10,000 square feet at Navi Mumbai and the other 20,000 square feet at Mumbai. Despite carbon paper being a product that was losing market share fast, Solanki successfully ran it for the next 15 years, gaining experience as an entrepreneur. The receding demand for carbon papers made the decision to exit carbon paper manufacturing in 2013. During this time another friend Milind Deshmukh, who was his colleague in Phillips and had moved to Nigeria in 1998, mentored him to start exports to Nigeria. Solanki travelled to Nigeria in 2001 and as life would have it, he suffered a malarial attack on arrival there. He almost decided not to come back to that country, but once he recovered and started working, he was thrilled to find success in shape of an order for two container loads of carbon paper. This was his beginning of business journey in that country. This taught him the nuances of doing business in the West African markets. It was a country with personal safety concerns and lacking infrastructure like power. He started to import stationery from Mumbai and sell there and during the course he also started to trade in labels imported from Mumbai.
Soon he became aware of an increasing demand for labels in the country which was largely being met by imports. He started to sell labels on “stock and sell” basis to provide ease of purchase for customers by buying and paying in local currency instead of imports and dollar remittances. The success this brought, Solanki took the next landmark step in his entrepreneurial journey from trading to manufacturing by establishing Perfect Packaging Ltd.(PPL), one of the first roll form label manufacturing company in Nigeria. Earlier people were producing labels in sheet form, and the quality was not good. Their first order came from Mr. Shekhar Ghate, former Director of Holborn and now Managing Director of Apple and Pears Nigeria. Nigeria has been a difficult market. Over the last decade, the local currency Naira’s drastic devaluation has posed a constant challenge. In 2015, 1 USD was equal to 150 Nairas, and today it stands at nearly 1,600 Nairas. This volatility made expansion and reinvestment incredibly difficult.
Additionally, being an import-dependent economy, Nigeria’s planning and payment cycles are complex and unpredictable. Yet, despite these hurdles, the resilience and warmth of the Nigerian people kept the PPL team motivated. The first major breakthrough came when PPL successfully cleared the SMETA 6-Pillar Audit, an achievement that opened doors to multiple international clients. Within just two months, they onboarded one of Nigeria’s largest alcobev brands as a premium customer, setting the tone for many successes that followed.
Following the success in Nigeria, the yearning for replicating it back home, Solanki with advice from industry leader Mahendra Shah of Renault Paper Products Pvt. Ltd. returned to India and with Gautam Shah of Atlanta Forms as a partner, he established his Indian venture Sicon Packs Pvt. Ltd. He reminisces it as a memorable start, the first order for a promotional label came from pharma giant Cipla, though what followed in operations in India had other challenges. These included rising input costs, complex labour laws, intense competition, taxes, and sustainability norms, all of which demand careful navigation.
Early in his career when he started carbon paper business, he married Manjiri in 1995 who has been a support and part of his professional journey. Since the carbon paper business entailed vigorous travel, Manjiri held the fort for him, managing the factories while he travelled for over three weeks every month from 2001 onwards, providing much-needed support.
They are blessed with two children. Their son Devendra is a qualified computer engineer. Devendra started his career at “Teach for India” where he met Shivani and the relationship flourished leading them getting married, Devendra now leads Sicon Packs into diversification and expansion. Their daughter, Kashish Solanki, holds a Master’s in Analytics and Management from the London Business School and currently works with Apple in Mumbai. Her husband Pratik Dubal is a Research Engineer at Meta.
Sicon Pack’s operations in Nigeria and India have grown. In Nigeria, they operate out of a 40,000 sq. ft. facility with 5 flexo machines employing over 100 people. The Indian plant is spread over 30,000 sq. ft. more than 40 employees and 2 letter press and 3 flexo label presses. Both units specialize in the manufacturing and conversion of self-adhesive labels. The India plant is ISO 9001 & 14001 certified and recently achieved the GMI certification from SGS, enabling them to serve premium brands with strict color and shade compliance standards. Solanki says, “I am grateful to Amit Seth of Intergraphic, who has been a supporter since 2007. All label presses and finishing equipment have been sourced through him. Their quality has been rewarded with LMAI label awards consistently since 2010.
Expansion remaining a key focus they are actively exploring opportunities in Ghana, a neighboring market to Nigeria, and even evaluating possibilities in the United States with an innovative technology base, though this is still at an early stage. They are also contemplating expanding their range of products to include shrink sleeves, IML (In-Mold Labels), Wet glue labels, Mono cartons and eventually, digital label printing at both locations. Committed to sustainability, they aim for at least 20% of total production to use eco-friendly, sustainable label stock. They look at a lot of diversifications in the next 5 years that may also include B2C products.
Outside of work, Solanki’s biggest dream is to go on a 145-day world cruise. He has always loved cruise travel, having been on three cruises already. The last cruise through Alaska in 2018, has been the longest yet. A world cruise looks like the next big adventure and an exciting challenge!
Written by Harveer Sahni, Chairman Weldon Celloplast Limited, New Delhi December 2025
A unique event, brainstorming session with many packaging development heads and senior managers of leading FMCG brands, “FUTURE OF PACK” was curated by Pawandeep Sahni Managing director of Omet India Pvt. Ltd., wholly owned subsidiary of Omet Srl. Italy, and supported by the author Harveer Sahni. The event was held during Flexo Summit Asia 2025 Jaipur on the 27th of November 2025 to dwell on Innovation, decoration, security and sustainability in packaging. The event was conceptualized and executed by Unam Vitam, a knowledge delivery platform also led by Pawandeep Sahni. The session was hugely applauded by all the brands that participated and dwelled on the future of pack. The feedback and comments of most of the packaging experts are reproduced here. The content has been hugely appreciated with a wish to take this program around the nation. Leading solution providers; Kris Flexipack, Moldtek Packaging, Parksons Packaging, San Printech, Zircon and OMET supported the event and took home challenges posed to later offer solutions through Unam Vitam to take the future of Pack forward.
Explaining the motive and efforts toward the Future of Pack, Pawandeep Sahni, expressed as hereunder;
“Almost two years ago, I said something that felt impossible. I said that the next generation of packaging must be Sustainable, Beautiful, Affordable, and Secure, without compromising any of these pillars. Back then, many people told me this was wishful thinking. Some called it impractical. Others said, “Pawan, in packaging, you can’t have everything, something will always give.”
“But I held onto one belief”:
If India could design Mangalyaan with limited resources and show the world what engineering genius looks like… then why can’t we create the Future of Packaging from India too? Over the last two years, this idea has grown. It has sparked conversations. It has challenged assumptions. And it has brought together some of the most curious and courageous minds in our industry.
With Future of Pack during Flexo Summit Asia 2025 we put this belief to the test. Inside a closed-door room at Flexo Summit Asia 2025, over 25+ brand owners and leaders came together to ask one bold question: Is Sustainable, Beautiful, Affordable & Secured packaging a myth we’ve been chasing, or a reality we can create together?
We were not there to present solutions. We were there to explore possibilities.
To challenge the status quo. To imagine what the next decade of packaging could look like if the best minds worked together not in silos, but in collaboration. The brainstorming took place on 27th November 2025 and started to take shape.
The brands speak:
Preeti Bambal Category Lead – R & D Packaging Mondelez:
“Women Power in Packaging”
Feeling proud and inspired to be surrounded by these incredible women who are redefining what leadership, innovation, and impact look like in the packaging industry.
From driving breakthrough ideas to shaping sustainable solutions and representing our organizations with confidence and grace—this powerhouse group reflects the strength, talent, and rising influence of women in a packaging world.
Events like these remind me how far we’ve come and how much further we can go when women uplift women. Here’s to collaboration, representation, and the unstoppable force of women in packaging.
From driving breakthrough ideas to shaping sustainable solutions and representing our organizations with confidence and grace—this powerhouse group reflects the strength, talent, and rising influence of women in a packaging world. Events like these remind me how far we have come and how much further we can go when women uplift women. Here is to collaboration, representation, and the unstoppable force of women in packaging.
Geetal Mahajan Choudhari, Ph.D. Global Sustainability & Packaging Lead:
Sometimes it is good to be on the other side of the Dias, because it is never too late to upgrade your knowledge and learn! I recently had the opportunity to attend Flexo Summit Asia 2025, an event which brought together a diverse mix of printers, packaging partners, and brand owners, creating a unique platform for the entire value chain to connect with a key focus on Flexo Printing. The entire sessions were knowledge of wealth on Flexo Printing. Kudos to the entire team of Flexo Summit Asia for setting up a great show.
One of the highlights for me was the “FutureOfPack” session, which offered fresh perspectives on the possibilities ahead and showed how packaging can continue to evolve to meet changing demands. Most engaging was the brainstorming session where the Brand Owners encouraged honest dialogues about the common challenges we face. From the various breakout groups, the themes that stood out were common, such as sustainability, affordability, consumer experience delivering playful sensorial, which literally shows that we should look at our challenges from an Eagle’s eye view to find solutions.
I have always believed in the Power of Collaboration and that is what this session delivered. The aim was not to find and bring in a solution immediately but to understand the challengespectrum across the commonthemes and understand the steps forward.
Kudos to you Pawan Sahni, such a well-curated and meaningful session. Looking forward to what is next and how we can continue this dialogue to help bring in a meaningful impact throughout the value chain.
So much Energy in one room! The power of Collaboration.
Priyanka Singh Head Packaging Development Lotus Herbals: Thank you for having me there Harveer ji. It was my pleasure and I enjoyed being part of such an interactive session.
Swati Gupta Senior Manager Packaging Amway: Thanks for inviting me for this initiative. Enlightening discussion with fellow Industry leaders. Learning on platter! Possibilities, Future thinking and Developers – when they all come together you create something worthwhile – collaborative ecosystem.
Pawan Sahni and Harveer Sahni thank you for envisioning this curated event for Packaging professionals in collaboration with with Flexo Summit Asia in Jaipur. The event was full of knowledge sharing and exploring possibilities. The fellow packaging professionals and the Flexo Industry stalwart made the 2 days, both engaging and mindful with sharing experiences.
Himanshi Mahajan DGM Packaging Development Mother Dairy: Thank you very much for inviting me. I sincerely appreciate the opportunity of entirely unique, interactive sessions and I am grateful to be part of this “Future of Pack” platform.
Jyotsna Tripathi Head Regional Packaging Reckitt: It was an enriching experience attending the Future of Pack breakout session during the Flexo Summit in Jaipur.
A special thanks to Harveer Sahni and Pawan Sahni for facilitating an engaging and interactive forum between brand owners and packaging partners. The thoughtful discussions on current packaging challenges provided meaningful insights and highlighted exciting opportunities for a brighter, more sustainable packaging future.
Looking forward to more such platform Future of Pack where packaging professionals can collaborate and shape a better future!
J Sridhar Head Packaging Development Plum: Glad, this event gave us the opportunity to meet you! Thanks for the invitation. I thoroughly enjoyed and learnt a lot and made new contacts.
Wishing you good health and need blessings to take the Packaging industry to its zenith. I recently attended the Flexo Summit Asia 2025. Excellent sessions and meaningful debates to have a meaningful discussion. However FutureofPack session was the highlight in my 35-year packaging journey. Led by Harveerji (Harveer Sahni) and Pawan Sahni the event stood out for its rich discussions and inspiring young talent contributing to the brain storming session. As the oldest attendee from the Indian Institute of Packaging (IIP), I was impressed by the enthusiasm and ideas shared by the young minds.
The exchange of ideas with the next generation packaging professionals was truly energizing. A special commendation to Pawan Sahni, for expertly steering the first meeting of its kind with supplier partners and Brand owners together, it was simply brilliant! Pawan is a great orator! Sharp thoughts and clarity that are rare to find! God bless him with lots of success and happiness!
Naveen Stuart head packaging at Marico Ltd: What an amazing Flexo Asia summit 2025 event at Jaipur where a diverse mix of value chain partners came together including printers, technology partners, and brand owners. The highlight of the event was “future of pack” which brought great insights from everyone how to take packaging forward.
It was also great opportunity to meet colleagues and friends from packaging fraternity. Kudos to Flexo Asia Summit team and special thanks to Pawan SahniHarveer Sahni sir for bringing all together
Manas Athinikar DGM Jio Infocomm: We thank you for the opportunity to be part of Prakrtiwe and we both are more than happy to be briefly involved in your thoughts towards the future of the pack.
Manas Kumar Bhunia GM Packaging Development Emami: Honoured to participate in “FUTURE OF PACK” — a unique, future-led, problem-solving collaborative platform bringing together user industries and solution partners to shape the next era of packaging. A big thank you to Harveer Sahni and Pawandeep Sahni for leading this powerful initiative. It was a great privilege to be part of this meaningful and insightful event. Looking forward to continued collaboration and driving impactful innovations in the packaging space!
Nitin Nair Head of Packaging Zydus Wellness: Truly honoured to have been part of Flexo Summit Asia 2025 in Jaipur. Beyond the technological advancements in Flexo printing, the Future of Pack interaction moderated by Pawan Sahni opened up perspectives on the innovation potential that lies ahead for our industry.
Engaging with passionate, forward-driven professionals made the experience even more enriching.
Thank you Harveer Sahni for curating a space for collaboration, learning and collective growth.
Chinmaya Dandekar General Manager Goderaj Consumer Products Ltd. :Past week in Jaipur was special for two reasons. One, the energy and vibrancy of the city is unmatched. And two, I witnessed a wall coming down in the packaging industry.
At the Flexo Summit (Nov 26-27), I had the privilege of representing Godrej Consumer Products Limited (GCPL) as part of the first-ever cohort of Brand Owners invited to this forum.
Historically, these summits have been converter-focused. But this year, the script flipped. It felt like a significant step forward for the industry to recognize that true innovation—the kind that scales—starts with open dialogue between those who make the packaging and those who own the brand.My highlight was undoubtedly the “Future of Packaging” session. Sharing the platform with converters and industry partners gave us a rare 360-degree view of the challenges we face and the infinite opportunities we hold. It’s refreshing to see what happens when you stop emailing and start talking face-to-face about sustainability, print feasibility, and the road ahead. Leaving Jaipur with lots of new connections, fresh perspectives, and a lot of optimism for what we can build together.
Soumyanath Mishra Associate Vice President & HEAD-Packaging Development MANKIND RESEARCH CENTRE
Grateful to have been part of the Future of Pack event. The discussions and insights reinforced how much potential there is to transform packaging for a more sustainable and efficient future. I am excited to play my part and work together on meaningful solutions that will drive real impact.
Sumit Samanta AGM Packaging Development Himalaya Wellness: Harveer Sahni ji thank you for inviting me & for organising such a meticulously planned event with all relevant topics & thoughtful discussions. In packaging fraternities, we need You & Pawan to move things forward. Please extend my thanks to Pawan for driving this so passionately.
Loupe is a simple, small magnification device used to see minute details more closely. They generally have higher magnification than magnifying glass. It is a small tool in the hands of most precision-oriented printers to check the print registration and quality of print. The magnification of content and its spread to other printing technologies envisioned through the loupe by the new owners of Labelexpo group made them expand the gamut, by renaming this premier event to include multiple segments of printing and packaging and be named Loupe! On the 15th of September 2025, on the opening day of Labelexpo 2025 at a new venue Fira Gran Via Barcelona Spain, Informa Markets the present owners of the event announced that Labelexpo had been transformed and renamed to be known hereafter as Loupe.
The Labelexpo exhibitions held in Europe, USA, China and India over the years have come to be referred to as the Mecca of successful label printers around the world. The Labelexpo exhibition was founded by Clive Smith in the year 1979, a year later in 1980 the first Labelexpo exhibition titled Labelex at that time, was held in London’s Royal Horticultural Hall, in a net area of 1000 square meters with just 44 exhibitors. Three shows later in 1985 the show was renamed as Labelexpo Europe and moved to Brussels and in 1998 it was sold to Tarsus who expanded the labelexpo to global destinations including India by acquiring the India Label Show in 2005 and renaming it as Labelexpo India in 2008. After growing the brand multifold in 2023, Labelexpo Global Series was acquired by Informa, the world’s largest B2B event organizer, commanding 800+ brands and 14,000 employees across 30 countries. On September 15th, 2025, Labelexpo not only moved from Brussels, its traditional venue of 20 years and moved to Fira Gran Via Barcelona Spain but also was transformed by the new owners to a different format. From being primarily a label event, it will now encompass the companies in various technologies that include besides labels, flexible packaging, cartons and various forms of packaging. While no mention is made for the total area covered by Labelexpo 2025, but it is mentioned that the show had 650 exhibitors from 138 countries.
Trying to get opinion of visitors, a questionnaire as follows was sent to some visitors and exhibitors;
What is your response regarding the shift of Labelexpo from Brussels to Barcelona? Is it better or was Brussels better ?
The shift of management from Tarsus to Informa Markets, was it a better organised event? Your opinion
The change of name from Labelexpo to Loupe, do you like it? Change of format from labels to packaging.
If sheet offset is also in the new format, labels will be a miniscule portion. Your take?
Analysing the responses as an overview; At the very outset it will be pertinent to mention that this was a premium show where largely exhibitors drew value for money. It delivered the results envisaged!
However, being a predominantly European show, the larger number of visitors appeared to be more from the same region. As per the author’s personal perception there appeared to be a smaller number of visitors than before from the Indian subcontinent. Although the total number of attendees seemed lower, this observation is also based on perception, as Informa Markets has not released an official statement or press release to this effect. The city of Barcelona was amazing, but many would have loved to be on holiday in Spain and not just for an exhibition. As regards the change of venue from Brussels to Barcelona, the industry getting together and the camaraderie amongst peers at Grand Place in Brussels was missing, yet a majority of respondents feel it is a good move, and the show will settle down well in Barcelona.
While change of management from Tarsus to Informa is a matter of record, in this edition of the show, there were problems in organization of the event. The signages were not only bad but unacceptable. The meticulous planning at Brussels was missing . Even the Gala dinner was a damp affair as compared to the grand sit down, well planned formal dinners at Brussels with great pomp and show. And there were no proper signages leading to the dinner venue. The author had to climb 3 floors to be told by the girl at the door that one has to go down 3 floors and come up another way after checking the wrist badges which we already adorned, even though the main hall was just a few steps from where she was. Not even caring for senior citizens! The air conditioning in the exhibition halls was inefficient and in Hall 3 it was unbearably hot. Again, it is felt these are transitional glitches and will eventually be addressed.
The labels community at large has expressed that Labelexpo was a preferred name as it was their show and would wish it had continued so. However still, it is understood to be the prerogative of the show owners to change the name. It will probably settle down with time. The change of format from narrow web self-adhesive labels to include flexible packaging pouching in mold labels, and so, is acceptable. In fact, the roll form narrow to mid-web printing and converting appears to be the relevant format to extend the show towards. My last question, “ If sheet offset is also in the new format, labels will be a miniscule portion. Your take?” drew the strongest response from a majority, “We cannot be a part of such a show where we lose our status as a part of the vibrant label industry.”
Reproduced below are some of the important comments of all the respondents. Producing all comments would make the article too long.
Kuldip Goel CMD Any Graphics Noida India and past President LMAI: “Our experience of Brussels was better. I would not be repeating visit to Barcelona though I see that Informa is doing a great job. I do not think that the change in name is going to impact much, but Label Expo looks better. Label should be treated differently. Inclusion of Sheetfed Offset may make the event loose its uniqueness.”
Isidore Leiser, Owner Stratus Packaging, Brussels, Belgium: “Personally, I like a label show to remain focused on labels. If someone wants something broader, they can always go to Drupa.”
Naveen Talwar, Director Skypack India Pvt Ltd Faridabad India: “I prefer the Barcelona venue; it is closer to airport. It is a cleaner city compared to Brussels. I felt safer. Personally, I feel the show should stick to ‘roll to roll” converting. Sheet fed will make things totally different.”
Raul Silvestre, Lartec, Alicante Spain: “The change of venue to Barcelona is good but it was badly organized. Access for exhibitors was not allowed by own cars. We had to handle all boxes from door 4 to the stand, manually. Very Bad exit doors, only 2 available when the show has a lot to go out. I do not like the change of name and the format change. It should remain an event focused on labels. The change will result in lesser share for label industry visitors to have opportunity to contact and spend time with exhibitors.”
Amit Sheth, Director Intergraphics Mumbai India: “Frankly, the new organiser was not as efficient as the previous one . The signages were missing; the assistance desks in every intersection were missing; the maps of all the halls at each intersection were missing . As for format change from Labels to Packaging, Label being the primary subject should not be unfocussed. Merging packaging up to mid web is fine but SHEETFED OFFSET OR ANY SHEET FORM MACHINES OR APPLICATIONS SHOULD NOT BE ENCOURAGED.”
Nitin Garg, Managing Director NBG Printographics Faridabad India: “The shift to Barcelona seems to be a good decision and will boost international participation. The event was well organized, with no complaints. This change of name is logical from the management’s perspective and aligns with the broader industry shift from labels to packaging. The success of Labelexpo stemmed from its clear focus on the label industry and the strong connections its management had within the sector across different countries. With the current shift toward packaging, it remains to be seen whether the same success can be replicated, as packaging is a much broader and more complex domain. The core focus should remain on labels.”
Ankit Gupta Managing Director Holostik Noida India: Barcelona was okay for us though I missed the weather and vibe of Brussels. The Expo was organised well but I neither like the change of format nor the change of name. Sheet offset should not be a part of this landmark show. It will lose its unique identity.”
Sandeep Sharma Director at Acme Rolltech Pvt Ltd Ahmedabad India: Barcelona was good as it creates new positive enthusiasm amongst the exhibitors as well as the visitors. Both Tarsus and Informa are good organisers. Except for the air conditioning issue which needs to be taken care of going forward, overall, it was a good show for us.
Nalani Jaichandra Director VeePee Graphics Bengaluru India: ´It is better in Barcelona, much safer than Brussels. The show was well organized but the name Labelexpo was more apt. Yes, this format widens the target market, which will bring in more visitors and as Labels is a part of packaging having everything under one roof will be better. Sheetfed offset should be kept out, the focus should be only on flexo and digital.
Dinesh Mahajan, Managing Director Prakash Labels Noida India: “Barcelona is as good as Brussels! Unfortunately, the event was not that well organized compared to what it used to be in Brussels. The name Labelexpo when spoken gives clear impression of what event we are talking about, though Loupe is not that explicit. Change of format seems all right, but Sheet offset should be resisted to be displayed in this event.
Mahendra Shah, Director at Renault Paper Products Pvt ltd. Mumbai: “After initial adverse reactions, once settled, the venue looks good. Organisational glitches will eventually be taken care of and sure to settle down. As for the name, I would prefer Labelexpo, it connects us to the event. The change of format is way forward. For the sheetfed offset segment, web converting is the future, and they should be visitors to the show.”
Summing up, it is generally felt the venue in Barcelona is acceptable or will gradually settle down with visitors from industry. The organization of the show will improve given the stature experience and capabilities of Informa Markets and the changed format restricted to web converting, preferably up to mid-web, will be widely welcomed but to include sheetfed offset will make it a replication of the many shows like Drupa. The wish to make it to specially focused labelexpo and meet label industry peers will diminish. We will wait to see how Labelexpo, renamed Loupe, will actually transform and find acceptability from the label fraternity.
Note: One day prior to the show that opened on 16th September 2025, on the 15th, Amit Sheth and the author Harveer Sahni, representing LMAI were the judges for World Label Awards and also attended the meeting of L9 the confederation of nine leading label associations of the world.
My short pictorial walk through the Labelexpo 2025:
Written by Harveer Sahni, Chairman Weldon Celloplast Limited New Delhi September 2025
For advertising on this blog and on website www.labelsandpackagingworld.com please email to