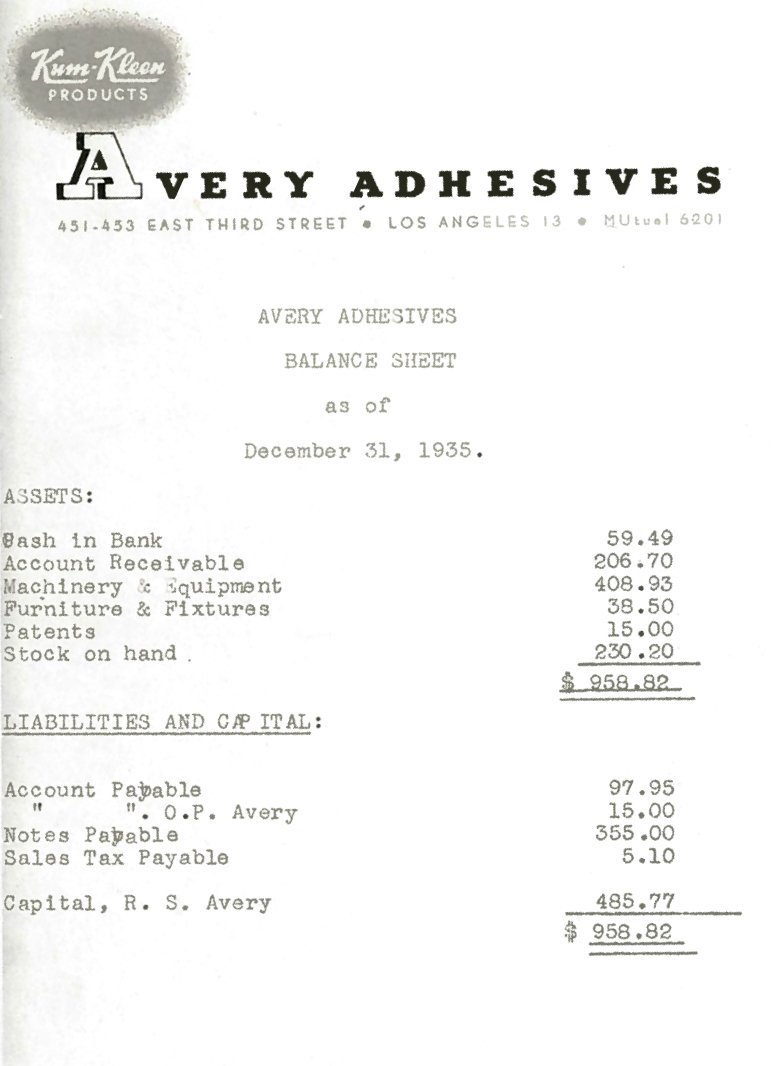
Living in a rented chicken co-operative, a young American poverty stricken man in his early 20s worked as a night clerk to fund his education. He stopped school and went to live for a year in China, where he gained experience working with a printing press. He returned to USA after the year, graduated and desperately tried his hands at various business options, he even sold smoked bananas! He then took on a morning job at a flower shop and later in the day started to experiment on various small things in a 100 square foot place nearby. He came up with the idea of making self sticking labels. With the printing press experience behind him he saw the vision to start his new venture. With no money of his own, he borrowed 100$ from his fiancée, Dorothy Durfee, who later became his wife, to invest in his startup business. Using a washing machine motor, parts of a sewing machine and a saber saw, he developed the world’s first self adhesive label cutting machine. In 1935 he started his maiden venture Kum-Kleen Adhesive Products Co which would be the mother enterprise of the world’s largest labelstock company Avery Dennison Corporation and this poor man was"Ray Stanton Avery!"
In the first balance sheet of the company on 31st December 1935, the total assets stood at 958.82$ and Stan Avery’s capital at 488.77$.
The company was later renamed Avery Products Corp. based in Pasadena USA. In 1990 it was merged with Dennison Manufacturing of Framingham, Massachusetts, a firm that made and marketed adhesive label products as well as glue sticks, felt markers and other office supplies through such chains as Home Depot and Staples. It came to be known as Avery Dennison Corporation. The business so acquired from Dennison Manufacturing, became the Office and Consumer Products Division. This business along with their “Designed and Engineered Solutions” business was later sold to their largest customer CCL Industries Inc. for 500 Million USD.
 |
| R Stanton Avery |
R Stanton Avery died in 1997 at the age of 90 years. At that time the company had 16,000 employees and annual sales of $3.2 billion. As of 2016, Avery Dennison’s sales were 6.09 Billion Dollars with manufacturing and distribution presence in over 50 countries, product sales in 90 countries and 25000 employees worldwide. They are ranked 427 in the list of Fortune 500 companies.
 |
| Raj Gopal Srinivasan |
As western markets started showing signs of saturation and slowing growth rates, Avery Dennison took a strategic decision to invest in emerging markets.
Chinaand India being home to over 37% of the world population became the obvious destinations to invest into. The China investment happened in 1994-95 and investments into India followed soon after. Indian pressure sensitive labels market was still in a nascent stage and the potential of this technology had neither been fully unraveled or exploited. Wet glue labels were largely prevalent. Manual labeling or wet glue applicators were in use with most brand owners. An Avery Dennison team, led by Ron, set up its base in India. Raj Gopal Srinivasan was appointed the first General Manager to build and to lead a motivated team. Under his dynamic leadership the first team of 25-30 employees gave shape to the project and in March 1997
Avery Dennison India Private Limitedcommenced operations as a part of Asia Pacific Division of Avery Dennison Corporation.
The initial operations were started in a leased facility at Narsinghpur Industrial Area, Gurgaon with a single slitter to slit and distribute material imported from their units outside India. Given the size of the country and the label industry spread in small numbers across all regions, it was gigantic task with a limited team to achieve levels of business that would do justice to their stature as a multinational. Raj and his team did an excellent job by building personal rapport and relationship that extended bonding not only to the company managements but also to the families of owners. It was relationship selling at its best. A setup that was based entirely on imports was difficult to sustain as custom duties were high, foreign exchange fluctuated and rules were stringent. The input cost variations made stable selling prices a challenge.The management at Avery Dennison soon realized the imperative need to produce locally. A one meter wide hotmelt adhesive coater was installed in January 1998 to produce stocks with imported raw materials. The initial staff had a perfect team spirit instilled in them and motivated to achieve more with less resources.
 |
| Mahesh Pathak |
A few of those initial team members of Raj Srinivasan are still working with Avery Dennison.
Mahesh Pathak, joined in 1997 as
one responsible for entire process and quality of plants. He was instrumental in setting up the entire department from scratch and commercialized all products locally with success. He was responsible for the organization to be the first certified Six-Sigma BB in whole of Asia-pacific region. He is also responsible for having lead the expansion and setting up of all plants. He has risen to be theSenior Operations Director – South Asia Pacific and Sub-Saharan Africa (SAP and SSA).
Umesh Agrawal, joined in 1997 as materials manager and over the years took up different responsibilities in the organization. Heading the operations from 2001-2003, Head of business and product development 2003-2006, Director-Supply Chain and Product Development 2006-2012, Director Supply Chain 2012-2014 South Asia and South Africa and now Director Supply Chain, Asia Pacific.
Muralie KS, a Chartered accountant joined the team later in 2008, he is the Finance Director of the company.
Sailesh Kapur joined Avery’s team in January 2008, he built up a strong connect with customers and also shaped up the present structure of their sales organization. Other members of Raj Srinivasan’s team who also contributed to making a strong foundation for the project but later left the organization include
Dhiraj Kapurand
Kapil Anand.
Once local production started, business did begin to settle down, however high duties and political uncertainty in country drove the company to start innovating and develop products based on local inputs manufactured to their stringent specifications and quality control systems. In 2001, Avery Dennison started to siliconize their own release liners and started to produce adhesive locally. This exercise of localizing and reducing dependence on imports along with lean manufacturing to economies of scale helped the company to offer products at affordable prices. Avery Dennison also took upon themselves to educate brand owners about the benefits of using
Pressure Sensitive Adhesives(PSA) labels and about the consistency of the quality from Avery Dennison products. This not only brought additional business to them but helped to grow the market size in the country. Once the business situation settled down, by 2004 Avery Denison India was on a steady rate of double digit growth. It was time to make significant investments in technology and people as also to contribute to the expansion of PS market in India. It was also time to expand.
 |
| Avery Dennison Plant in Pune |
In 2007 land admeasuring 22 acres was acquired at Ranjangaon near Pune for expansion. In 2008 the facility was ready to go into production with a one meter hotmelt coater, with capability to run at 500 meters per minute with inline silicon coating, this compared to the first one meter coater at Gurgaon that could run at 250 meters per minute. The facility was inaugurated by Dean Scarborough, the previous global CEO and President of Avery Dennison Corporation. An interesting story of his visit is that Dean flew into Mumbai on company’s private jet from where he came to Pune in a helicopter. The pilot of the helicopter lost way and landed in fields nearby and Dean had to be brought in by a private car. In 2010 having paved the path for stable growth and leaving behind a legacy of service to the customers as a primary focus, Raj Srinivasan left for USA. He had inculcated in a culture at Avery Dennison India of going to any extent to honour commitments and deliver top-notch service. It is his legacy that 95% of genuine requirements are serviced within 36 hours. The legacy has been carried on and improved upon by the teams that have succeeded him. Good planning, in-time supplies, exact sizes and good forecasting specially with imported materials, has become a way of life for the supply chain teams now. “97% of these targets are met and we are assessed and rated as per the 36 hour target” says Vivek Kumar, who is heading the Supply Chain at Avery Dennison. He further adds, “Stringent quality control and consistent quality makes us deliver to happy customers!” With the depart of Raj Srinivasan to the USA,
Anil Sharmawas appointed to head the Indian operations.
 |
| Anil Sharma |
Anil Sharma brought in a new wave of professionalism. Building the foundation and establishing the fundamentals from a startup, needs a lot of personal human intervention, which was well delivered by Raj and his team. The company under Anil Sharma gradually started to move from being men driven to systems driven and building up to the next level of expansion and growth. Implementing the systems for order registration, timely delivery, payments collection and addressing customer concerns. All these processes started to become systemized while still maintaining the personal connect. 2011 was an eventful year for Avery Dennison in India. Another 1.5 meter hotmelt adhesive coater was installed at the Pune facility to enhance production capacity. Since they already had a production facility in North in Gurgaon and also in the West at Pune, a need was felt for having a stock point South India to make just-in-time supplies to customers in the south, adhering to the legacy of excellent customer service delivery. A slitting facility was also commissioned in Bangalore in 2011.
 |
| Inauguration of Innovation and Knowledge center PUNE |
In the same year
Avery Dennison Knowledge centerwas set up in Bangalore. It was largely felt by Anil Sharma and his team that there was a dire need of training in the Indian label industry. There is also an acute shortage of trained manpower in the industry that was steadily growing with increasing population. High numbers of educated young people are coming out of universities getting employment and in turn creating a huge market for retail and eventually labels. According to
Jitesh MehtaDirector Product development, “This knowledge centre was created to be a brand neutral platform, purely to impart knowledge to converters and to their employees”. In recent times Avery Dennison has helped trained many young boys in collaboration with the Indian label association,
LMAIhas also helped some of them with placement in label manufacturing companies. This centre aims to impart skills and not to do any brand promotion.The knowledge center has recently been shifted to Pune because they already had their Research and Development center there. It was synergy to have the Research and Development center and knowledge center at the same place.
With substantial investment made in 2010-11 they had surplus capacity and capabilities in their hands. Avery started to invest in the South Africa and other African markets to expand the sale of their products in these countries. Marketing team was hired locally in these countries while finance and back-end support is handled in India. It is interesting to note that they were the first among the organized global labelstock manufacturing companies who invested in these markets. Avery Dennison has in recent times also endeavored successfully to expand their reach to countries around India selling their products to Srilanka, Pakistan, Bangladesh and Nepal as well.

In 2014 to expand further and augment its range of products offered, Avery Dennison India installed another coater at Pune. This time, it was an emulsion adhesive coater of 1.50 meter width. With increased manufacturing capacity and capabilities a bigger range of products is now being offered to their customer base. According to Vivek, who heads the supply chain management in South Asia, Avery Dennison’s bulk of the production i.e., about 350-400 SKUs comes out of the Pune facility. Gurgaon plant now complements the total production most of which is rolled out from the Pune plant. Solvent based adhesive products are still imported and sold wherever required. 95% of all products sold by Avery Dennison in India are made in India complying with the Prime Minister’s call to “
Make in India”. 20 years ago they were largely reliant on imports and now only 8-10% material is imported, rest is all manufactured in India.
 |
| Pankaj Bhardwaj |
In 2015 Anil Sharma was elevated to take up larger responsibilities as Vice President and General Manager, South Asia Pacific and Sub Saharan Africa. His team-mate
Pankaj Bhardwaj, became his successor as Commercial Director-South Asia, Labels and Packaging Materials. Later this year in 2017 Pankaj was entrusted with a larger role as Senior Director & General Manager-South Asia at Avery Dennison India Pvt Ltd. Pankaj became a perfect combination of Raj’s legacy of relationship building and Anil’s professionalism. While maintaining close co-operation with converters, most of whom are running family owned businesses, he leads his team to interact with brand owners advising them on decoration, value addition on labels to keeping them updated on the latest trends. Avery Dennison continues to invest in technologies and new business areas like
RFID, specialty tapes, reflective products and sustainable manufacturing. They are also investing time and money in advising printers on new decoration and converting techniques as also helping expansion of the PSA label markets to smaller towns of India.
Pankaj feels that it is good that more labelstock manufacturers are coming into the market. It maybe challenging in view of depleting margins but if that makes the market size to grow, it is welcome. Avery Dennsion looks at India as one of the fastest growing markets and they are willing to continuously invest here. Proof of their commitment is evident from setting up of R&D center, Knowledge Centre, support to LMAI, support to technical workshops and label awards, etc. Adjacent technologies do present a challenge; Shrink sleeves growing at the same rate as PSA labels, IML is a niche not very wide spread and Digital is to be watched. Indulgence in digitally printed label segment is fast becoming an imperative. Despite the market dynamics Avery Dennison India in the last 5-7 years is achieving a CAGR (Compound aggregate growth rate) of double digits.
Recyclability and waste management are industry challenges. As an environmentally consciouslyCorporation, Avery Dennison has published its global sustainability goals. Avery Dennison India is making steady progress to support these goals by having all Indian sites FSC certified and more than 50% paper sourced from FSC certified sources. Also, all Indian sites are more than 99% landfill free.
Company is continually redesigning its products to reduce carbon footprint and promoting 25 mic PET liners given thatpaper liners are largely 60-62 gsm substance and are extremely difficult to recycle. PET is recyclable thereby reducing the impact on environment.

Corporate social responsibility is getting increasing focus for Avery DennisonIndia. Company has multiple programs in the areas of women empowerment, children health and education. Among other programs, Avery Dennison Foundation runs a program by the name of 'Avery Dennison Spirit Of Inventions' in collaboration with six universities by recognizing and rewarding innovative ideas from students in the field of science, engineering and technology.
Written by Harveer Sahni Chairman, Weldon Celloplast Limited, New Delhi August 2017
Printing magazines and publications may reproduce this article giving credit to author.




 One Christmas a person made him a good offer and Chris sold his Dot Matrix business. Mean while one of the partners in his father’s company died in 1986 and discontent started between the partners creating uncertainty. His mother too was diagnosed with cancer at the age of 64 however she passed away much later at the age of 93, just one day after Chris moved his operations to the present facility. His father Jack Ellison could not take the stress at that time, so Chris first took over his father’s share in the business that his father was in with partners and later, since he had the cash from sale of his own business, he bought over rest of the partners. The company had at that time just installed a small Tackiboy label press. Operating out of 1000 square foot factory, 95% of the business was coming from the label press, machine manufacturing was terminated making them primarily a label manufacturing company.
One Christmas a person made him a good offer and Chris sold his Dot Matrix business. Mean while one of the partners in his father’s company died in 1986 and discontent started between the partners creating uncertainty. His mother too was diagnosed with cancer at the age of 64 however she passed away much later at the age of 93, just one day after Chris moved his operations to the present facility. His father Jack Ellison could not take the stress at that time, so Chris first took over his father’s share in the business that his father was in with partners and later, since he had the cash from sale of his own business, he bought over rest of the partners. The company had at that time just installed a small Tackiboy label press. Operating out of 1000 square foot factory, 95% of the business was coming from the label press, machine manufacturing was terminated making them primarily a label manufacturing company.  One Christmas a person made him a good offer and Chris sold his Dot Matrix business. Mean while one of the partners in his father’s company died in 1986 and discontent started between the partners creating uncertainty. His mother too was diagnosed with cancer at the age of 64 however she passed away much later at the age of 93, just one day after Chris moved his operations to the present facility. His father Jack Ellison could not take the stress at that time, so Chris first took over his father’s share in the business that his father was in with partners and later, since he had the cash from sale of his own business, he bought over rest of the partners. The company had at that time just installed a small Tackiboy label press. Operating out of 1000 square foot factory, 95% of the business was coming from the label press, machine manufacturing was terminated making them primarily a label manufacturing company.
One Christmas a person made him a good offer and Chris sold his Dot Matrix business. Mean while one of the partners in his father’s company died in 1986 and discontent started between the partners creating uncertainty. His mother too was diagnosed with cancer at the age of 64 however she passed away much later at the age of 93, just one day after Chris moved his operations to the present facility. His father Jack Ellison could not take the stress at that time, so Chris first took over his father’s share in the business that his father was in with partners and later, since he had the cash from sale of his own business, he bought over rest of the partners. The company had at that time just installed a small Tackiboy label press. Operating out of 1000 square foot factory, 95% of the business was coming from the label press, machine manufacturing was terminated making them primarily a label manufacturing company. 
 OPM is jointly owned by Chris and his wife Susan Ellison. Susan is active in business, looks after the human resource functions, Manage and organise implementation of MIS and Automation systems, Project Managing, R&D alongside with Chris, offers inputs from a design and repro background, takes initiatives for new developments, marketing-Communications and strategic planning. She came to the business with reprographic experience having worked with various companies in the field. Their daughter Charlotte 28 and son Arnold 26 are also working in OPM making it a totally family owned and managed company.
OPM is jointly owned by Chris and his wife Susan Ellison. Susan is active in business, looks after the human resource functions, Manage and organise implementation of MIS and Automation systems, Project Managing, R&D alongside with Chris, offers inputs from a design and repro background, takes initiatives for new developments, marketing-Communications and strategic planning. She came to the business with reprographic experience having worked with various companies in the field. Their daughter Charlotte 28 and son Arnold 26 are also working in OPM making it a totally family owned and managed company.